
أنبوب ASTM A139

تغطي هذه المواصفات خمسة أنواع من أنابيب الصلب الملحومة بالانصهار الكهربائي (القوس الكهربائي) ذات اللحام المستقيم أو اللحام الحلزوني بأحجام من 4 بوصات إلى 92 بوصة شاملة مع سمك جدار يصل إلى بوصة واحدة شاملة.
يمكن توفير أنابيب بأبعاد أخرى شريطة أن تتوافق مع جميع المتطلبات الأخرى لهذه المواصفة ومع درجات الفولاذ المستخدمة في تصنيعها. الأنبوب مُصمم لنقل السوائل أو الغازات أو الأبخرة.
مواصفات أنبوب ASTM A139
| مواصفةASTM A-139 | |||
| الحد الأدنى للخواص الميكانيكية | |||
| درجة الفولاذ | قوة الشد، الحد الأدنى | قوة الخضوع، بالحد الأدنى (كجم/بوصة مربعة) | استطالة بمقدار بوصتين |
| A-139 الدرجة أ | 48 (330) | 30 (205) |
|
| الدرجة ب A-139 | 60 (415) | 35 (240) |
|
| A-139 الدرجة ج | 60 (415) | 42 (290) |
|
| الدرجة A-139 د | 60 (415) | 46 (315) |
|
| الدرجة A-139 E | 66 (455) | 52 (360) |
|
التركيب الكيميائي لأنابيب الدرجة A139 B
| C | Mn | P | S | |
| الدرجة أ: | 0.25 | 1.00 | 0.035 | 0.035 |
| الدرجة ب: | 0.26 | 1.00 | 0.035 | 0.035 |
| الدرجة ج: | 0.28 | 1.20 | 0.035 | 0.035 |
| الدرجة د: | 0.30 | 1.30 | 0.035 | 0.035 |
| الدرجة E: | 0.30 | 1.40 | 0.035 | 0.035 |
جدول مقاسات أنابيب الصلب ASTM A139
لدينا تشكيلة واسعة من أبعاد أنابيب الصلب ASTM A139 من الدرجة B
| مقاسات حديثي الولادة | المدرسة 5 | الجدول 10 | الجدول 40 | الجدول 80 | الجدول 160 |
| نصف | ✔ | ✔ | ✔ | ✔ | |
| 3/4 | ✔ | ✔ | ✔ | ✔ | |
| 1 | ✔ | ✔ | ✔ | ✔ | |
| 1.25 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 1.5 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 2 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 2.5 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 3 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 3.5 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 4 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 5 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 6 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 8 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 10 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 12 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 14 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 16 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 18 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 20 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 22 | ✔ | ✔ | ✔ | ✔ | |
| 24 | ✔ | ✔ | ✔ | ✔ |
تصنيف ضغط الأنابيب ASTM A139 GR B
القطر الخارجي | سُمك الجدار | وزن الأنابيب السوداء | |||||||||
| الحجم الاسمي للأنبوب | معيار | معيار | أنابيب طرفية عادية | ضغط الاختبار | |||||||
| بوصة | MM | بوصة | MM | بوصة | MM | KG/MTR | متر/طن | LB/FT | قدم/طن | PSI | KPA |
| 3/4 | 20 | 1.050 | 26.7 | 0.083* | 2.11 | 1.28 | 781 | 0.86 | 2562 | 700 | 4830 |
| 1 | 25 | 1.315 | 33.4 | 0.109* | 2.77 | 2.09 | 478 | 1.41 | 1568 | 700 | 4830 |
| 1.1/4 | 32 | 1.660 | 42.2 | 0.109* | 2.77 | 2.69 | 372 | 1.81 | 1221 | 1000 | 6890 |
| 1.1/2 | 40 | 1.900 | 48.30 | 0.109* | 2.77 | 3.11 | 322 | 2.09 | 1056 | 1000 | 6890 |
| 2 | 50 | 2.375 | 60.3 | 0.109* | 2.77 | 3.93 | 254 | 2.64 | 833 | 1000 | 6890 |
| 2.1/2 | 65 | 2.875 | 73.0 | 0.120* | 3.05 | 5.26 | 190 | 3.53 | 623 | 1000 | 6890 |
| 3 | 80 | 3.500 | 88.9 | 0.120* | 3.05 | 6.46 | 155 | 4.34 | 509 | 1000 | 6890 |
| 3.1/2 | 90 | 4000 | 101.6 | 0.120* | 3.05 | 7.41 | 135 | 4.98 | 443 | 1200 | 8270 |
| 4 | 100 | 4.500 | 114.3 | 0.120* | 3.05 | 8.37 | 119 | 5.62 | 390 | 1200 | 8270 |
| 5 | 125 | 5.563 | 141.3 | 0.134* | 3.40 | 11.58 | 86 | 7.78 | 283 | 1200 | 8270 |
| 6 | 150 | 6.625 | 168.3 | 0.134* | 3.40 | 13.85 | 72 | 9.30 | 237 | 1000 | 6890 |
| 8 | 200 | 8.625 | 219.1 | 0.188** | 4.78 | 25.26 | 40 | 16.96 | 130 | 800 | 5520 |
أنبوب ASTM A139 المتفاوت
| مسموح به | وزن يجب ألا يختلف وزن أي طول من الأنابيب بأكثر من 10٪ عن الوزن المحدد. يجب ألا يختلف وزن أي طول من الأنابيب بأكثر من 5% عن الوزن المحدد عندما يكون سمك الجدار المحدد 0.188 بوصة أو أقل، أو بأكثر من 5.5% عن الوزن المحدد عندما يكون سمك الجدار أكبر من 0.188 بوصة. سماكة يجب ألا يزيد الحد الأدنى لسمك الجدار في أي نقطة عن 12.5% من سمك الجدار الاسمي. محيط يجب أن يكون الأنبوب دائريًا بشكل أساسي. يجب ألا يختلف محيط الأنبوب الخارجي بأكثر من 1.0%، ولكن لا يتجاوز ¾ بوصة عن المحيط الخارجي الاسمي بناءً على القطر المحدد، باستثناء أنه يجب تحديد محيط الأطراف، إذا لزم الأمر، لتلبية متطلبات القسم 15. استقامة يجب أن تكون الأنابيب النهائية مستقيمة تجارياً. في حال الرغبة في متطلبات استقامة محددة، يجب ذكر ذلك في الطلب والاتفاق عليه بين المشتري والشركة المصنعة. |
| الأطوال | يبلغ هامش الخطأ المسموح به للأطوال المحددة ± ½². |
| ينهي | يجب تزويد الأنابيب بقطع بزاوية 90 درجة أو بأطراف مشطوفة حسب المواصفات. يجب إزالة جميع النتوءات من أطراف الأنابيب. عند الحاجة إلى شطف أطراف الأنابيب للحام، يجب شطفها من الخارج بزاوية 35 درجة مع هامش خطأ ± 2.5 درجة، وبعرض سطح جذر 1/16 بوصة ± 1/32 بوصة. |
| نهاية | يُسمح بإصلاح العيوب في جدار الأنبوب عن طريق اللحام القوسي اليدوي أو الآلي، بشرط ألا يتجاوز عمقها 33% من سمك الجدار المحدد. يجب إصلاح عيوب اللحام، مثل التسربات أو التشققات، أو رفض القطعة حسب اختيار الشركة المصنعة. تتم هذه الإصلاحات بإزالة العيب تمامًا، وتنظيف التجويف، ثم اللحام. تخضع جميع الأنابيب المُصلحة لاختبار الضغط الهيدروستاتيكي. |
| عدد | يجب صنع عينة واحدة لاختبار الشد الطولي من الفولاذ المستخدم في تصنيع الأنبوب، أو جزء منه. يجب أخذ عينة اختبار لحام إنتاجية واحدة ذات مقطع مخفض من طول أنبوب من كل دفعة من 3000 قدم من الأنابيب، أو جزء منها، من كل حجم وسمك جدار. |
| وضع العلامات | يجب وضع علامة مميزة على كل قسم من الأنابيب، تتضمن العلامة المميزة للشركة المصنعة، ورقم المواصفات، ودرجة الأنبوب، وأي علامات أخرى مطلوبة ومتفق عليها بين المشتري والشركة المصنعة. |
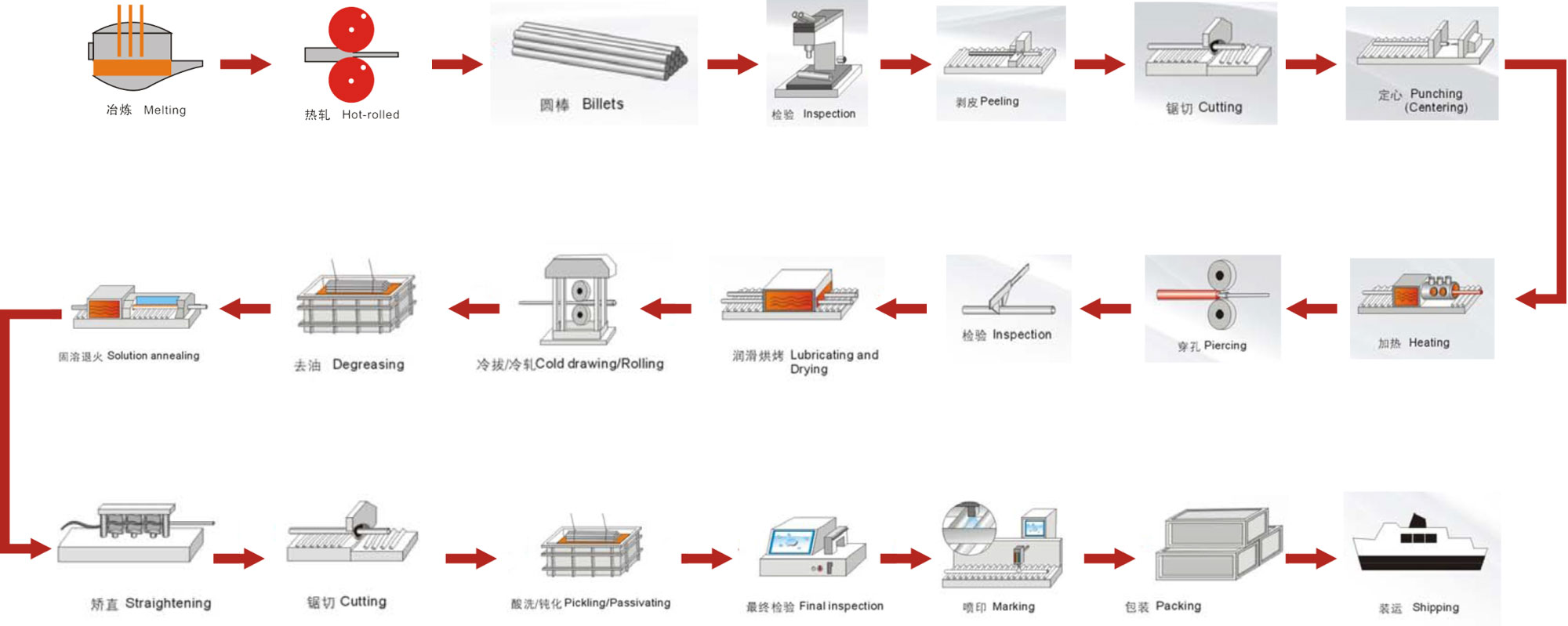
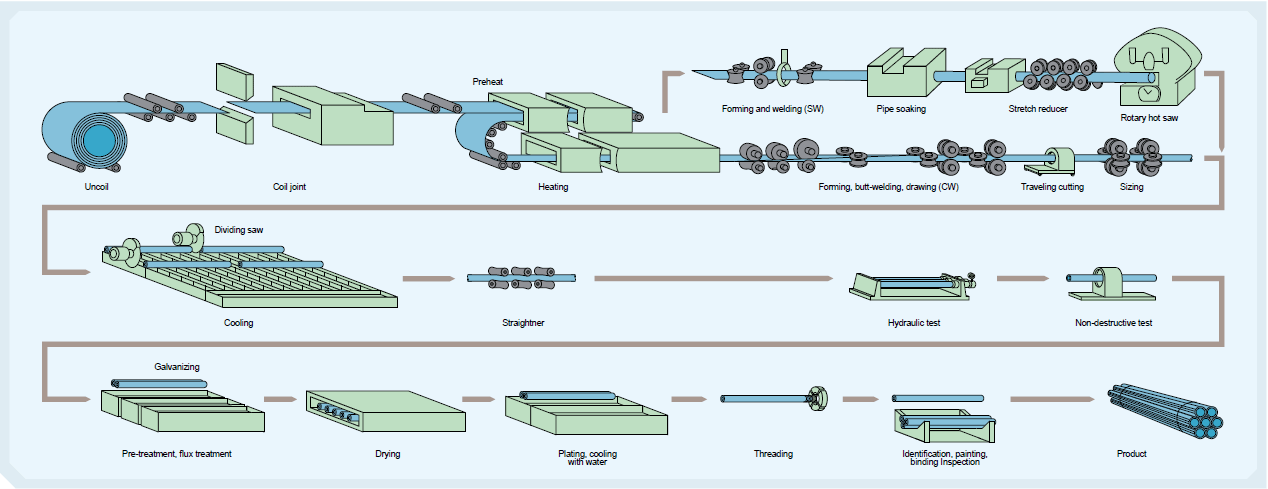
عملية تصنيع أنابيب ASTM A139
أنبوب فولاذي غير ملحوم ASTM 139
أنبوب فولاذي ملحوم ASTM 139
تطبيق أنابيب ASTM A139
- صناعة الأسمنت
- الصناعات البتروكيماوية
- مصانع الصلب
- مشروع بناء
- المكثفات
- مصانع السكر
- مبادلات حرارية أنبوبية





