
Навіны
-

Якія існуюць спосабы злучэння бясшвовых сталёвых труб
Па-першае, спосабы злучэння бясшвовых сталёвых труб: 1. Тып сціскання: труба ўстаўляецца ў канец трубы сталёвага фітынга і зацягваецца гайкай. Сіла шрубы сціскае гільзу на канцы трубы бясшвовай сталёвай трубы праз ўшчыльняльнае кольца, дасягаючы...Чытаць далей -
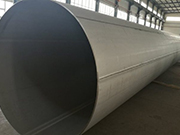
Адносна адхіленняў і метадаў фармавання пры вытворчасці сталёвых труб вялікага дыяметра ў прамысловасці
Па-першае, адхіленні ў вытворчасці сталёвых труб вялікага дыяметра. Звычайны дыяпазон памераў сталёвых труб вялікага дыяметра: вонкавы дыяметр: 114 мм-1440 мм; таўшчыня сценкі: 4 мм-30 мм. Даўжыня: можа быць выраблена фіксаванай або няфіксаванай даўжыні ў адпаведнасці з патрабаваннямі заказчыка. Вялікага дыяметра...Чытаць далей -
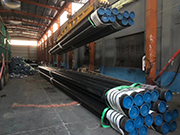
Перавагі антыкаразійных сталёвых труб 3PE ў прамысловых праектах
1. Антыкаразійныя сталёвыя трубы 3PE маюць выдатныя герметычныя характарыстыкі, што дазваляе значна эканоміць энергію, зніжаць выдаткі і абараняць навакольнае асяроддзе падчас працяглай эксплуатацыі. 2. Антыкаразійныя сталёвыя трубы 3PE маюць высокую каразійную ўстойлівасць, простую і хуткую канструкцыю,...Чытаць далей -

Фактары, якія ўплываюць на дакладнасць і раздзяляльную здольнасць вымярэння таўшчыні сценак абсадных труб
Стандарты API прадугледжваюць, што ўнутраныя і знешнія паверхні ўваходных і выхадных алейных абалонак павінны быць без згінаў, адслойванняў, расколін і драпін. Гэтыя дэфекты павінны быць старанна выдалены на глыбіню не менш за 12,5% ад намінальнай таўшчыні сценкі. Алейныя абалонкі павінны пад...Чытаць далей -

Што адбываецца з прамысловымі трубамі з нержавеючай сталі пасля тручэння
З шырокім распаўсюджваннем труб з нержавеючай сталі патрабаванні да іх становяцца ўсё больш жорсткімі, а тэхналогіі апрацоўкі — больш разнастайнымі. Траўленне — адзін з такіх працэсаў. Ці ведаеце вы, чаму трубы з нержавеючай сталі, пратраўленыя ў выніку вадароднай ломкасці...Чытаць далей -

Метады і этапы адпалу для папярэдняга нагрэву і дэфармацыі прамых сталёвых труб
Па-першае, метады папярэдняга нагрэву дэфармацыі прамых швоў сталёвых труб. 1. Разумны выбар матэрыялу. Для дакладных складаных формаў варта выбіраць высакаякасную мікрадэфармаваную формуючую сталь. Для формыючай сталі з моцнай сегрэгацыяй карбіду, разумныя ліццё і тэмпература...Чытаць далей -

Тэхнічныя характарыстыкі і механічныя ўласцівасці сталёвых труб вялікага дыяметра ў прамысловых праектах
Па-першае, асноўныя метады апрацоўкі сталёвых труб вялікага дыяметра ўключаюць. - Коўка: метад апрацоўкі пад ціскам, які выкарыстоўвае зваротна-паступальную сілу ўдару кузнечнага молата або ціск прэса для надання загатоўцы патрэбнай формы і памеру. - Экструзія: працэс...Чытаць далей -

Прынцып і характарыстыкі прамысловых зварачных фланцаў і іх адрозненне ад фланцаў з разетнай зваркай
Па-першае, якія прынцыпы і характарыстыкі фланцаў, якія накладваюцца на зварку? Фланец, які накладваецца на зварку, - гэта фланец, які злучаецца з кантэйнерам або трубаправодам з дапамогай кутняга зварнога шва. Гэта адвольны тып фланца. Падчас праектавання ён правяраецца як цэльны або свабодны фланец...Чытаць далей -

Якія метады апрацоўкі для наразання разьбы 57 бясшвовых сталёвых труб
Па-першае, што такое наразанне разьбы? Наразанне разьбы на сталёвых трубах — гэта глыбокая апрацоўка сталёвых труб, якая азначае выцягванне круглых сталёвых труб у тонкі дрот дыяметрам менш або роўны 30 мм. Працэс уключае выцягванне круглых сталёвых труб у тонкі дрот дыяметрам менш за o...Чытаць далей