
Tubería ASTM A53



¿Qué es la tubería de acero ASTM A53?
Al igual que la norma ASME SA-53, la tubería de acero ASTM A53 es la especificación estándar para tuberías de acero negro y galvanizado por inmersión en caliente (zinc), soldadas y sin costura, de NPS 1/8 (DN 6) a NPS 26 (DN 650) con espesor de pared nominal. También se pueden suministrar tuberías de acero de otras dimensiones, siempre que cumplan con todos los demás requisitos de la especificación. El término "acero negro" se refiere a una apariencia escamosa de óxido de hierro de color oscuro, resultado natural del proceso de fabricación de la tubería. La galvanización por inmersión en caliente se proporciona para protegerla contra la corrosión.
Materia prima para tubos de acero A53: tubos de acero al carbono
El acero para la fabricación de tubos ASTM A53 (tanto sin costura como soldados) deberá ser de acuerdo a los siguientes procesos: horno eléctrico de hogar abierto, o básico al oxígeno.
Las materias primas de acero de diferentes grados se funden independientemente, por lo que es necesario identificar el material de transición resultante. El fabricante debe eliminar el material de transición mediante cualquier proceso establecido que permita separar claramente los grados.
La costura de soldadura para los procesos de soldadura ERW en tuberías ASTM A53 Grado B debe recibir un tratamiento térmico después de la soldadura a un mínimo de 540°C(1000°F).
En consecuencia, no quedan restos de martensita sin templar, ni se utilizan otras formas de restos de martensita sin templar.
Para expansión en frío, la cantidad de expansión no debe exceder el 1 1/2% del diámetro de la tubería.
Tipos de materiales para la norma de tuberías de acero ASTM A53
a. Tipo S sin costura, tiene grado A y B.
b. Soldadura Tipo E (ERW), Grado A y B.
c. Soldadura en horno tipo F, grado A únicamente.
Aplicaciones de la tubería de acero ASTM A53
Transmisión: Sistemas de oleoductos y gasoductos, tratamiento de agua, lodos minerales
Construcción y Estructura: Edificios, perforación de aguas subterráneas, transmisión de agua de calderas.
Piezas de maquinaria: Mecanizado de piezas de repuesto
Central eléctrica: Aerogeneradores, Tubo antiestático
Requisitos químicos de la tubería de acero ASTM A53
| Elemento | Tipo S (sin costura) | Tipo E | Tipo F | ||
| (eléctrico- soldado por resistencia) | (horno- tubo soldado) | ||||
| Grado A | Grado B | Grado A | Grado B | Grado A | |
| Máximo % de carbono | 0,25 | 0.30 | 0,25 | 0.30 | 0.3 |
| Manganeso % | 0,95 | 1.2 | 0,95 | 1.2 | 1.2 |
| Fósforo, máx. % | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 |
| Azufre, máx. % | 0.045 | 0.045 | 0.045 | 0.045 | 0.045 |
| Cobre, máx.% | 0.40 | 0.40 | 0.40 | 0.40 | 0.4 |
| Níquel, máx. % | 0.40 | 0.40 | 0.40 | 0.40 | 0.4 |
| Cromo, máx. % | 0.40 | 0.40 | 0.40 | 0.40 | 0.4 |
| Molibdeno, máx. % | 0,15 | 0,15 | 0,15 | 0,15 | 0,15 |
| Vanadio, máx. % | 0.08 | 0.08 | 0.08 | 0.08 | 0.08 |
Galvanizado por inmersión en caliente:
Establece normas para el recubrimiento de tuberías con zinc por dentro y por fuera mediante el proceso de inmersión en caliente. El peso del recubrimiento no debe ser inferior a 50 g/m² ni a 48 g/m² en promedio.
VARIACIONES ADMISIBLES EN EL ESPESOR DE LA PARED
El espesor mínimo de pared en cualquier punto no deberá ser más del 12,5 % menor que el espesor nominal de pared especificado.
VARIACIONES PERMISIBLES EN PESOS POR PIE
Más o menos 10%
VARIACIONES PERMISIBLES EN EL DIÁMETRO EXTERIOR
El diámetro exterior en cualquier punto no debe variar del estándar especificado más de:
| Para NPS 1 1/2 y tamaños más pequeños | Para NPS 2 y tamaños mayores | |||
| 1/64″ | 1/32″ por debajo | 1% más | 1% por debajo | |
Comparación de propiedades mecánicas de tubos de acero ASTM A53
| Sin costura y soldado por resistencia eléctrica | Soldadura continua | ||
| Grado A | Grado B | ||
| Resistencia a la tracción, mín., psi | 48.000 | 60.000 | 45.000 |
| Resistencia a la fluencia, mín., psi | 30.000 | 35.000 | 25.000 |
Tabla de tamaños de tubos de acero ASTM A53
| Servicio Nacional de Salud | sobredosis | Espesor nominal de la pared | |||||||||||||||
| DN | Pulgada | mm | SCH5S | SCH10S | SCH10 | SCH20 | SCH30 | SCH40 | SCH60 | SCH80 | SCH100 | SCH120 | SCH140 | SCH160 | Algo | XS | XXS |
| 50 | 2″ | 60.3 | 1.65 | 2.77 | – | – | – | 3.91 | – | 5.54 | – | – | – | 8.74 | 3.91 | 5.54 | 11.07 |
| 65 | 2 1/2″ | 73 | 2.11 | 3.05 | – | – | – | 5.16 | – | 7.01 | – | – | – | 9.53 | 5.16 | 7.01 | 14.02 |
| 80 | 3″ | 88.9 | 2.11 | 3.05 | – | – | – | 5.49 | – | 7.62 | – | – | – | 11.13 | 5.49 | 7.52 | 15.24 |
| 90 | 3 1/2″ | 101.6 | 2.11 | 3.05 | – | – | – | 5.74 | – | 8.08 | – | – | – | – | 5.74 | 8.08 | – |
| 100 | 4″ | 114.3 | 2.11 | 3.05 | – | – | – | 6.02 | – | 8.58 | – | 11.13 | – | 13.49 | 6.02 | 8.56 | 17.12 |
| 125 | 5″ | 141.3 | 2.77 | 3.4 | – | – | – | 6.55 | – | 9.53 | – | 12.7 | – | 15.88 | 6.55 | 9.53 | 18.05 |
| 150 | 6″ | 168.3 | 2.77 | 3.4 | – | – | – | 7.11 | – | 10.97 | – | 14.27 | – | 18.26 | 7.11 | 10.97 | 21,95 |
| 200 | 8″ | 219.1 | 2.77 | 3.76 | – | 6.35 | 7.04 | 8.18 | 10.31 | 12.7 | 15.09 | 18.26 | 20.62 | 23.01 | 8.18 | 12.7 | 22.23 |
| 250 | 10″ | 273.1 | 3.4 | 4.19 | – | 6.35 | 7.8 | 9.27 | 12.7 | 15.09 | 18.26 | 21.44 | 25.4 | 28.58 | 9.27 | 12.7 | 25.4 |
| 300 | 12″ | 323.9 | 3.96 | 4.57 | – | 6.35 | 8.38 | 10.31 | 14.27 | 17.48 | 21.44 | 25.4 | 28.58 | 33.32 | 9.53 | 12.7 | 25.4 |
| 350 | 14″ | 355.5 | 3.96 | 4.78 | 6.35 | 7.92 | 9.53 | 11.13 | 15.09 | 19.05 | 23.83 | 27,79 | 31,75 | 35.71 | 9.53 | 12.7 | – |
| 400 | 16″ | 406.4 | 4.19 | 4.78 | 6.35 | 7.92 | 9.53 | 12.7 | 16.66 | 21.44 | 26.19 | 30.96 | 36.53 | 40.49 | 9.53 | 12.7 | – |
| 450 | 18″ | 457.2 | 4.19 | 4.78 | 6.35 | 7.92 | 11.13 | 14.27 | 19.05 | 23.83 | 39.36 | 34,93 | 39.67 | 45.24 | – | – | – |
| 500 | 20″ | 508 | 4.78 | 5.54 | 6.35 | 9.53 | 12.7 | 15.09 | 20.62 | 26.19 | 32.54 | 38.1 | 44.45 | 50.01 | – | – | – |
| 550 | 22″ | 558.8 | 4.78 | 5.54 | 6.35 | 9.53 | 12.7 | – | 22.23 | 28.58 | 34,93 | 41.28 | 47.63 | 53,98 | – | – | – |
| 600 | 24″ | 609.6 | 5.54 | 6.35 | 6.35 | 9.53 | 14.27 | 17.48 | 24.61 | 30.96 | 38.89 | 46.02 | 52.37 | 59.54 | – | – | – |
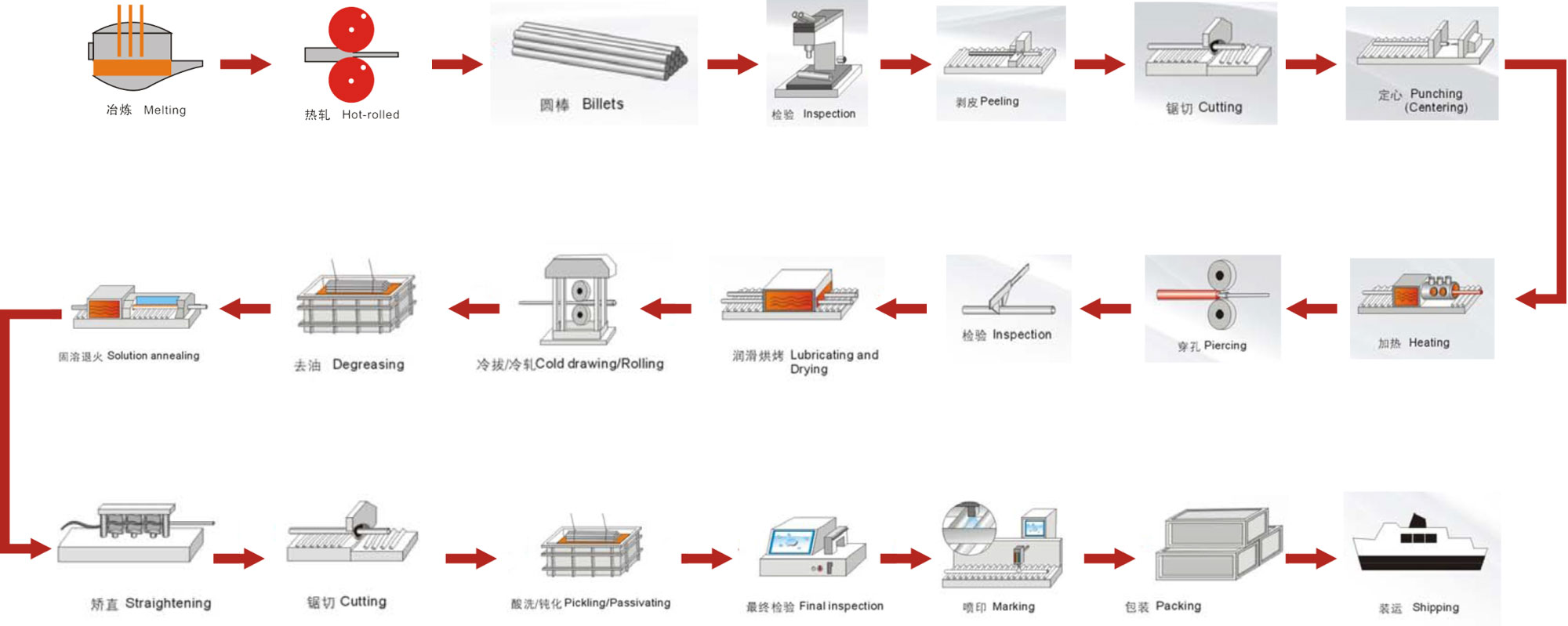
Proceso de fabricación de tubos de acero sin costura ASTM A53
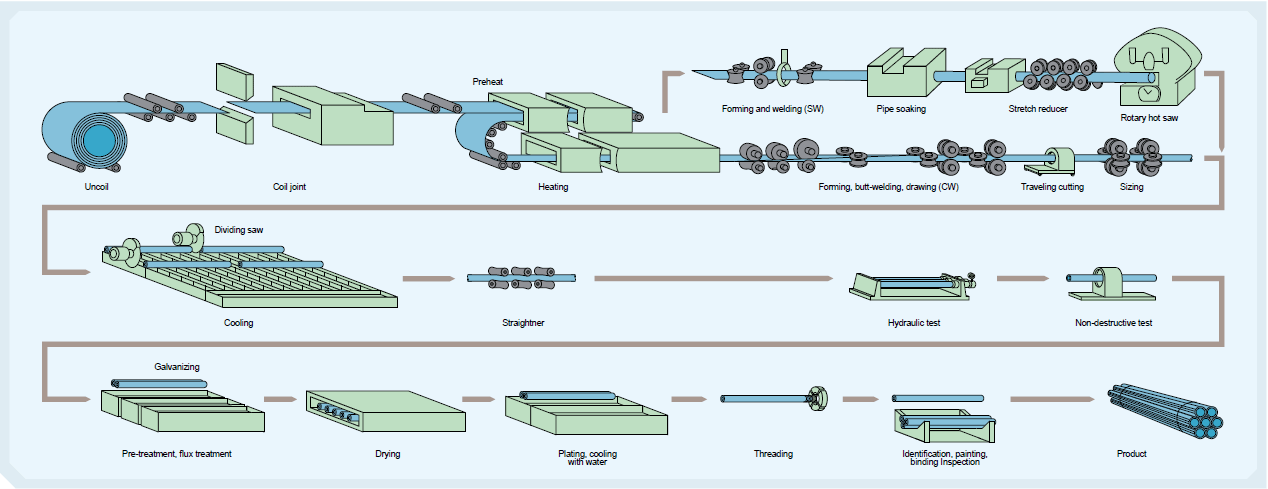
Proceso de fabricación de tubos de acero soldados ASTM A53
Somos un fabricante profesional de tubos de acero al carbono. Ofrecemos tubos de acero al carbono de diferentes tamaños, así como tubos y accesorios de acero de diversas especificaciones.
Nuestras ventajas:
1. Proveedor de servicios de productos y exportador líder de tubos de acero en China.
2. Precio competitivo y calidad de nuestra propia fábrica.
3. Integración de recursos en un solo lugar
4. Aprobó la certificación ISO9001, CE, SGS todos los años.
5. El mejor servicio con respuesta las 24 horas.
6. Métodos de pago flexibles
7. Fuerte capacidad de producción
8. Entrega rápida y embalaje de exportación estándar.
9.OEM/ODM
Si desea solicitar información sobre cualquier producto de acero, no dude en contactarnos:sales@bestartubes.com






