
Tuyau ASTM A53



Qu'est-ce qu'un tuyau en acier ASTM A53 ?
Identique à la norme ASME SA-53, la norme ASTM A53 définit les spécifications standard pour les tubes en acier sans soudure et soudés, noirs et galvanisés à chaud (revêtus de zinc), de diamètre nominal 1/8" (DN 6) à 26" (DN 650), avec une épaisseur de paroi nominale. Des tubes en acier de dimensions différentes peuvent également être fournis, à condition qu'ils respectent toutes les autres exigences de la norme. L'appellation « acier noir » fait référence à l'aspect écailleux d'oxyde de fer foncé, résultant naturellement du procédé de fabrication du tube. La galvanisation à chaud assure la protection contre la corrosion.
Matière première pour tubes en acier A53 – Tubes en acier au carbone
L'acier destiné à la fabrication de tubes ASTM A53 (sans soudure et soudés) doit être traité selon les procédés suivants : four électrique à sole ouverte ou à oxygène basique.
Les matières premières en acier de différentes nuances sont coulées séparément en cordons de chaîne ; l’identification du matériau de transition résultant est nécessaire. Le fabricant doit éliminer ce matériau de transition selon un procédé établi permettant de séparer clairement les nuances.
Le cordon de soudure pour les procédés de soudage ERW sur les tubes ASTM A53 Grade B doit subir un traitement thermique après soudage à une température minimale de 540 °C.℃(1000℉).
Par conséquent, il ne reste pas de martensite non revenue, ou bien on utilise d'autres méthodes pour obtenir des restes de martensite non revenue.
Pour les tubes expansés à froid, le taux d'expansion ne doit pas dépasser 1,5 % du diamètre du tube.
Types de matériaux pour la norme ASTM A53 relative aux tuyaux en acier
a. Type S sans soudure, de qualité A et B.
b. Type soudé E (ERW), grades A et B.
c. Soudé au four, type F, qualité A uniquement.
Applications des tuyaux en acier ASTM A53
Transport : Systèmes de pipelines de pétrole et de gaz, traitement de l'eau, boues minérales
Construction et ouvrages d'art : bâtiments, forages d'eau souterrains, transport d'eau des chaudières
Pièces de machines : Usinage de pièces de rechange
Centrale électrique : éoliennes, tube antistatique
Exigences chimiques des tubes en acier ASTM A53
| Élément | Type S (sans couture) | Type E | Type F | ||
| (électrique- (soudé par résistance) | (four- tuyau soudé) | ||||
| Note A | Note B | Note A | Note B | Note A | |
| Carbone max. % | 0,25 | 0,30 | 0,25 | 0,30 | 0,3 |
| Manganèse % | 0,95 | 1.2 | 0,95 | 1.2 | 1.2 |
| Phosphore, max. % | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 |
| Soufre, max. % | 0,045 | 0,045 | 0,045 | 0,045 | 0,045 |
| Cuivre, max.% | 0,40 | 0,40 | 0,40 | 0,40 | 0,4 |
| Nickel, max. % | 0,40 | 0,40 | 0,40 | 0,40 | 0,4 |
| Chrome, max. % | 0,40 | 0,40 | 0,40 | 0,40 | 0,4 |
| Molybdène, max. % | 0,15 | 0,15 | 0,15 | 0,15 | 0,15 |
| Vanadium, max. % | 0,08 | 0,08 | 0,08 | 0,08 | 0,08 |
Galvanisation à chaud :
Ce document établit les normes relatives au revêtement intérieur et extérieur des tuyaux en zinc par immersion à chaud. Le poids moyen du revêtement ne doit pas être inférieur à 1,8 oz/pi² et ne doit pas être inférieur à 1,6 oz/pi².
VARIATIONS PERMISES DANS L'ÉPAISSEUR DES MURS
L'épaisseur minimale de la paroi en tout point ne doit pas être inférieure de plus de 12,5 % à l'épaisseur nominale de la paroi spécifiée.
VARIATIONS PERMISES DE POIDS PAR PIED
Plus ou moins 10%
VARIATIONS ADMISSIBLES DU DIAMÈTRE EXTÉRIEUR
Le diamètre extérieur en tout point ne doit pas s'écarter de la norme spécifiée de plus de :
| Pour les tailles NPS 1 1/2 et inférieures | Pour les tailles NPS 2 et supérieures | |||
| 1/64″ | 1/32″ sous | 1 % de plus | 1% sous | |
Comparaison des propriétés mécaniques des tubes en acier ASTM A53
| Sans soudure et soudée par résistance électrique | Soudé en continu | ||
| Note A | Note B | ||
| Résistance à la traction, min., psi | 48 000 | 60 000 | 45 000 |
| Limite d'élasticité minimale (psi) | 30 000 | 35 000 | 25 000 |
Tableau des dimensions des tubes en acier ASTM A53
| NPS | OD | Épaisseur nominale de la paroi | |||||||||||||||
| DN | Pouce | mm | SCH5S | SCH10S | SCH10 | SCH20 | SCH30 | SCH40 | SCH60 | SCH80 | SCH100 | SCH120 | SCH140 | SCH160 | Sud | XS | XXS |
| 50 | 2″ | 60,3 | 1,65 | 2,77 | – | – | – | 3,91 | – | 5,54 | – | – | – | 8,74 | 3,91 | 5,54 | 11.07 |
| 65 | 2 1/2″ | 73 | 2.11 | 3,05 | – | – | – | 5.16 | – | 7.01 | – | – | – | 9,53 | 5.16 | 7.01 | 14.02 |
| 80 | 3″ | 88,9 | 2.11 | 3,05 | – | – | – | 5,49 | – | 7,62 | – | – | – | 11.13 | 5,49 | 7,52 | 15.24 |
| 90 | 3 1/2″ | 101,6 | 2.11 | 3,05 | – | – | – | 5,74 | – | 8.08 | – | – | – | – | 5,74 | 8.08 | – |
| 100 | 4″ | 114,3 | 2.11 | 3,05 | – | – | – | 6.02 | – | 8,58 | – | 11.13 | – | 13.49 | 6.02 | 8,56 | 17.12 |
| 125 | 5″ | 141,3 | 2,77 | 3.4 | – | – | – | 6,55 | – | 9,53 | – | 12.7 | – | 15,88 | 6,55 | 9,53 | 18.05 |
| 150 | 6″ | 168,3 | 2,77 | 3.4 | – | – | – | 7.11 | – | 10,97 | – | 14.27 | – | 18.26 | 7.11 | 10,97 | 21,95 |
| 200 | 8″ | 219.1 | 2,77 | 3,76 | – | 6,35 | 7.04 | 8.18 | 10.31 | 12.7 | 15.09 | 18.26 | 20,62 | 23.01 | 8.18 | 12.7 | 22.23 |
| 250 | 10″ | 273.1 | 3.4 | 4.19 | – | 6,35 | 7.8 | 9.27 | 12.7 | 15.09 | 18.26 | 21.44 | 25.4 | 28,58 | 9.27 | 12.7 | 25.4 |
| 300 | 12″ | 323,9 | 3,96 | 4,57 | – | 6,35 | 8,38 | 10.31 | 14.27 | 17.48 | 21.44 | 25.4 | 28,58 | 33,32 | 9,53 | 12.7 | 25.4 |
| 350 | 14″ | 355,5 | 3,96 | 4,78 | 6,35 | 7,92 | 9,53 | 11.13 | 15.09 | 19.05 | 23,83 | 27,79 | 31,75 | 35,71 | 9,53 | 12.7 | – |
| 400 | 16″ | 406.4 | 4.19 | 4,78 | 6,35 | 7,92 | 9,53 | 12.7 | 16,66 | 21.44 | 26.19 | 30,96 | 36,53 | 40,49 | 9,53 | 12.7 | – |
| 450 | 18 pouces | 457.2 | 4.19 | 4,78 | 6,35 | 7,92 | 11.13 | 14.27 | 19.05 | 23,83 | 39,36 | 34,93 | 39,67 | 45,24 | – | – | – |
| 500 | 20 pouces | 508 | 4,78 | 5,54 | 6,35 | 9,53 | 12.7 | 15.09 | 20,62 | 26.19 | 32,54 | 38.1 | 44,45 | 50,01 | – | – | – |
| 550 | 22″ | 558,8 | 4,78 | 5,54 | 6,35 | 9,53 | 12.7 | – | 22.23 | 28,58 | 34,93 | 41,28 | 47,63 | 53,98 | – | – | – |
| 600 | 24″ | 609,6 | 5,54 | 6,35 | 6,35 | 9,53 | 14.27 | 17.48 | 24,61 | 30,96 | 38,89 | 46.02 | 52,37 | 59,54 | – | – | – |
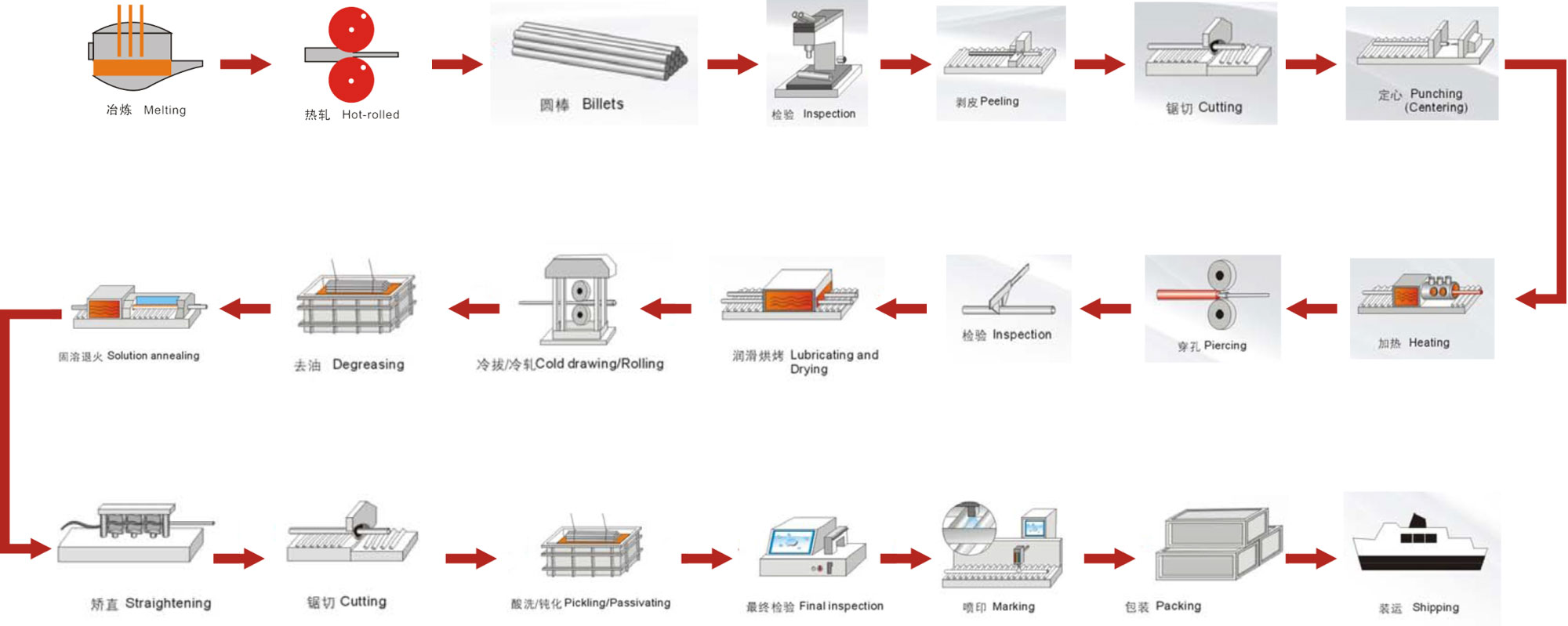
Procédé de fabrication des tubes en acier sans soudure ASTM A53
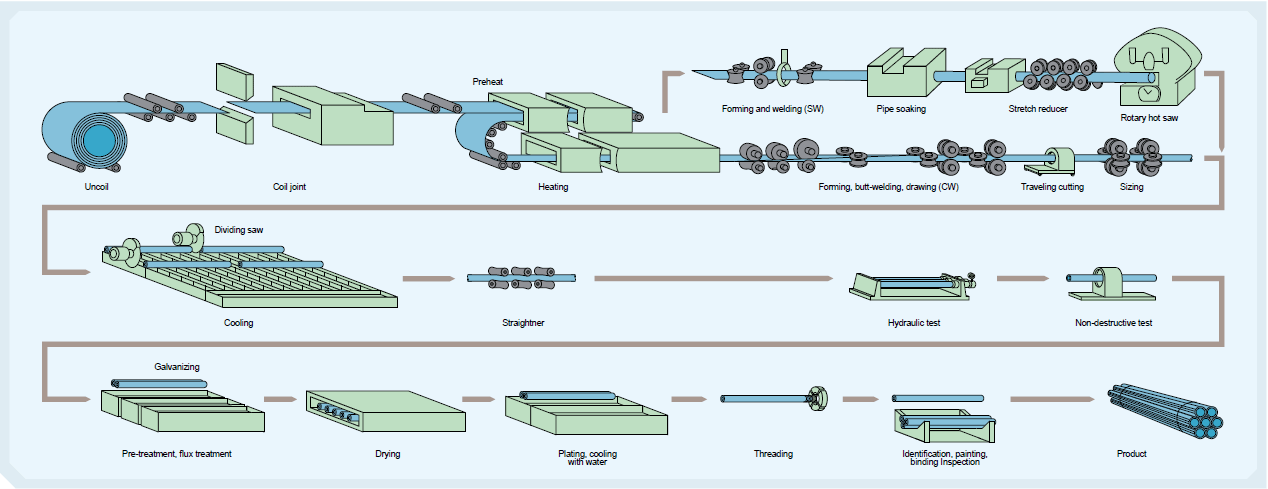
Procédé de fabrication des tubes en acier soudés ASTM A53
Nous sommes un fabricant professionnel de tubes en acier au carbone. Nous proposons des tubes en acier au carbone de différentes dimensions, ainsi que des tubes et raccords en acier aux spécifications variées.
Nos avantages :
1. Fournisseur et exportateur leader en Chine de tubes en acier
2. Prix compétitifs et qualité garantie grâce à notre propre usine
3. Intégration des ressources en un seul lieu
4. Obtention des certifications ISO9001, CE et SGS chaque année.
5. Service optimal avec réponse sous 24 heures
6. Modes de paiement flexibles
7. Forte capacité de production
8. Livraison rapide et emballage standard pour l'exportation
9. OEM/ODM
Si vous souhaitez vous renseigner sur nos produits en acier, n'hésitez pas à nous contacter :sales@bestartubes.com






