
Tubo ASTM A53



Che cosa è il tubo in acciaio ASTM A53
Identica all'ASME SA-53, la norma ASTM A53 per tubi in acciaio è la specifica standard per tubi in acciaio senza saldatura e saldati, zincati a caldo (zincati) e neri, da NPS 1/8 (DN 6) a NPS 26 (DN 650) con spessore di parete nominale. È possibile fornire anche tubi in acciaio di altre dimensioni, a condizione che siano conformi a tutti gli altri requisiti della specifica. Il termine "acciaio nero" si riferisce all'aspetto squamoso di ossido di ferro di colore scuro, che deriva naturalmente dal processo di fabbricazione del tubo. La zincatura a caldo è prevista per scopi di protezione dalla corrosione.
Materia prima per tubi in acciaio A53 – Tubi in acciaio al carbonio
L'acciaio per la produzione di tubi ASTM A53 (sia senza saldatura che saldati) deve essere conforme ai seguenti processi: forno elettrico a focolare aperto o ossigeno basico.
L'acciaio grezzo di diverse qualità viene colato in modo indipendente; è quindi necessaria l'identificazione del materiale di transizione risultante. Il produttore deve rimuovere il materiale di transizione tramite un processo stabilito che consenta di separare chiaramente le qualità.
La giunzione di saldatura per i processi di saldatura ERW nei tubi ASTM A53 Grado B deve essere sottoposta a trattamento termico dopo la saldatura a un minimo di 540°C(1000℉).
Di conseguenza, non vi sono resti di martensite non rinvenuta, oppure si possono utilizzare altri metodi per ottenere resti di martensite non rinvenuta.
Per l'espansione a freddo, la quantità di espansione non deve superare l'1 1/2% del diametro del tubo.
Tipi di materiali per lo standard ASTM A53 per tubi in acciaio
a. Seamless Tipo S, ha grado A e B.
b. Saldato tipo E (ERW), grado A e B.
c. Solo tipo F, grado A saldato in forno.
Applicazioni dei tubi in acciaio ASTM A53
Trasmissione: Sistemi di oleodotti e gasdotti, trattamento delle acque, fanghi minerali
Costruzione e struttura: edifici, trivellazioni di acque sotterranee, trasmissione dell'acqua della caldaia
Parti di macchine: lavorazione di pezzi di ricambio
Centrale elettrica: turbine eoliche, tubo antistatico
Requisiti chimici dei tubi in acciaio ASTM A53
| Elemento | Tipo S (senza soluzione di continuità) | Tipo E | Tipo F | ||
| (elettrico- saldato a resistenza) | (forno- tubo saldato) | ||||
| Grado A | Grado B | Grado A | Grado B | Grado A | |
| Carbonio max. % | 0,25 | 0,30 | 0,25 | 0,30 | 0,3 |
| Manganese % | 0,95 | 1.2 | 0,95 | 1.2 | 1.2 |
| Fosforo, max. % | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 |
| Zolfo, max. % | 0,045 | 0,045 | 0,045 | 0,045 | 0,045 |
| Rame, max.% | 0,40 | 0,40 | 0,40 | 0,40 | 0,4 |
| Nichel, max. % | 0,40 | 0,40 | 0,40 | 0,40 | 0,4 |
| Cromo, max. % | 0,40 | 0,40 | 0,40 | 0,40 | 0,4 |
| Molibdeno, max. % | 0,15 | 0,15 | 0,15 | 0,15 | 0,15 |
| Vanadio, max. % | 0,08 | 0,08 | 0,08 | 0,08 | 0,08 |
Zincatura a caldo:
Stabilisce gli standard per il rivestimento dei tubi con zinco all'interno e all'esterno mediante processo di immersione a caldo. Il peso del rivestimento non deve essere inferiore a 1,8 once per piede quadrato e a 1,6 once per piede quadrato.
VARIAZIONI AMMESSE NELLO SPESSORE DELLA PARETE
Lo spessore minimo della parete in nessun punto deve essere inferiore del 12,5% rispetto allo spessore nominale della parete specificato.
VARIAZIONI AMMESSE NEI PESI PER PIEDE
Più o meno il 10%
VARIAZIONI AMMESSE NEL DIAMETRO ESTERNO
Il diametro esterno in nessun punto deve discostarsi dallo standard specificato più di:
| Per dimensioni NPS 1 1/2 e inferiori | Per NPS 2 e taglie più grandi | |||
| 1/64″ | 1/32″ sotto | 1% in più | 1% sotto | |
Confronto delle proprietà meccaniche del tubo in acciaio ASTM A53
| Senza saldatura e saldato a resistenza elettrica | Saldato in continuo | ||
| Grado A | Grado B | ||
| Resistenza alla trazione, min., psi | 48.000 | 60.000 | 45.000 |
| Limite di snervamento, min., psi | 30.000 | 35.000 | 25.000 |
Tabella delle dimensioni del tubo in acciaio ASTM A53
| NPS | OD | Spessore nominale della parete | |||||||||||||||
| DN | Pollice | mm | SCH5S | SCH10S | SCH10 | SCH20 | SCH30 | SCH40 | SCH60 | SCH80 | SCH100 | SCH120 | SCH140 | SCH160 | Sth | XS | XXS |
| 50 | 2″ | 60.3 | 1,65 | 2.77 | – | – | – | 3.91 | – | 5.54 | – | – | – | 8.74 | 3.91 | 5.54 | 11.07 |
| 65 | 2 1/2″ | 73 | 2.11 | 3.05 | – | – | – | 5.16 | – | 7.01 | – | – | – | 9.53 | 5.16 | 7.01 | 14.02 |
| 80 | 3″ | 88,9 | 2.11 | 3.05 | – | – | – | 5.49 | – | 7.62 | – | – | – | 11.13 | 5.49 | 7.52 | 15.24 |
| 90 | 3 1/2″ | 101.6 | 2.11 | 3.05 | – | – | – | 5.74 | – | 8.08 | – | – | – | – | 5.74 | 8.08 | – |
| 100 | 4″ | 114.3 | 2.11 | 3.05 | – | – | – | 6.02 | – | 8.58 | – | 11.13 | – | 13.49 | 6.02 | 8.56 | 17.12 |
| 125 | 5″ | 141.3 | 2.77 | 3.4 | – | – | – | 6.55 | – | 9.53 | – | 12.7 | – | 15.88 | 6.55 | 9.53 | 18.05 |
| 150 | 6″ | 168.3 | 2.77 | 3.4 | – | – | – | 7.11 | – | 10,97 | – | 14.27 | – | 18.26 | 7.11 | 10,97 | 21,95 |
| 200 | 8″ | 219.1 | 2.77 | 3.76 | – | 6.35 | 7.04 | 8.18 | 10.31 | 12.7 | 15.09 | 18.26 | 20.62 | 23.01 | 8.18 | 12.7 | 22.23 |
| 250 | 10″ | 273.1 | 3.4 | 4.19 | – | 6.35 | 7.8 | 9.27 | 12.7 | 15.09 | 18.26 | 21.44 | 25.4 | 28.58 | 9.27 | 12.7 | 25.4 |
| 300 | 12″ | 323,9 | 3,96 | 4.57 | – | 6.35 | 8.38 | 10.31 | 14.27 | 17.48 | 21.44 | 25.4 | 28.58 | 33.32 | 9.53 | 12.7 | 25.4 |
| 350 | 14″ | 355,5 | 3,96 | 4.78 | 6.35 | 7.92 | 9.53 | 11.13 | 15.09 | 19.05 | 23.83 | 27.79 | 31,75 | 35.71 | 9.53 | 12.7 | – |
| 400 | 16″ | 406.4 | 4.19 | 4.78 | 6.35 | 7.92 | 9.53 | 12.7 | 16.66 | 21.44 | 26.19 | 30,96 | 36.53 | 40.49 | 9.53 | 12.7 | – |
| 450 | 18″ | 457.2 | 4.19 | 4.78 | 6.35 | 7.92 | 11.13 | 14.27 | 19.05 | 23.83 | 39.36 | 34,93 | 39,67 | 45.24 | – | – | – |
| 500 | 20″ | 508 | 4.78 | 5.54 | 6.35 | 9.53 | 12.7 | 15.09 | 20.62 | 26.19 | 32.54 | 38.1 | 44.45 | 50.01 | – | – | – |
| 550 | 22″ | 558,8 | 4.78 | 5.54 | 6.35 | 9.53 | 12.7 | – | 22.23 | 28.58 | 34,93 | 41.28 | 47.63 | 53,98 | – | – | – |
| 600 | 24″ | 609.6 | 5.54 | 6.35 | 6.35 | 9.53 | 14.27 | 17.48 | 24.61 | 30,96 | 38,89 | 46.02 | 52.37 | 59,54 | – | – | – |
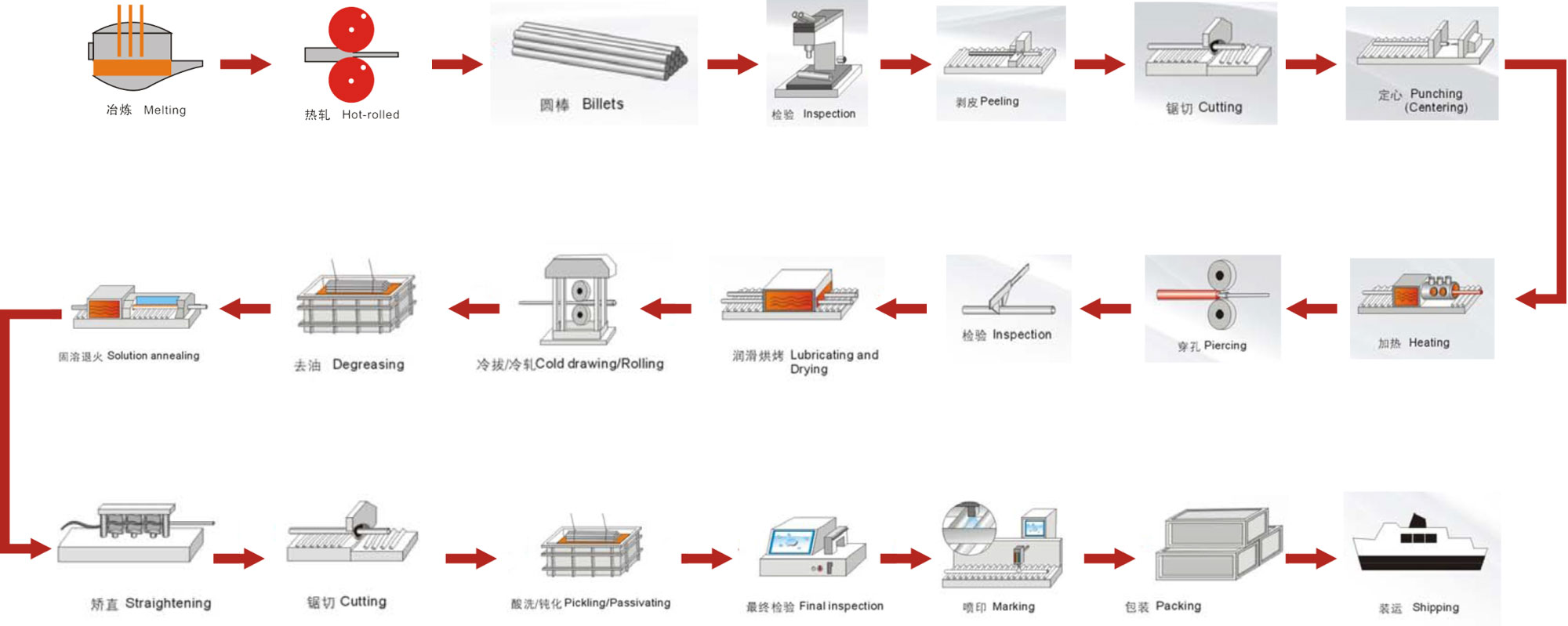
Processo di fabbricazione del tubo in acciaio senza saldatura ASTM A53
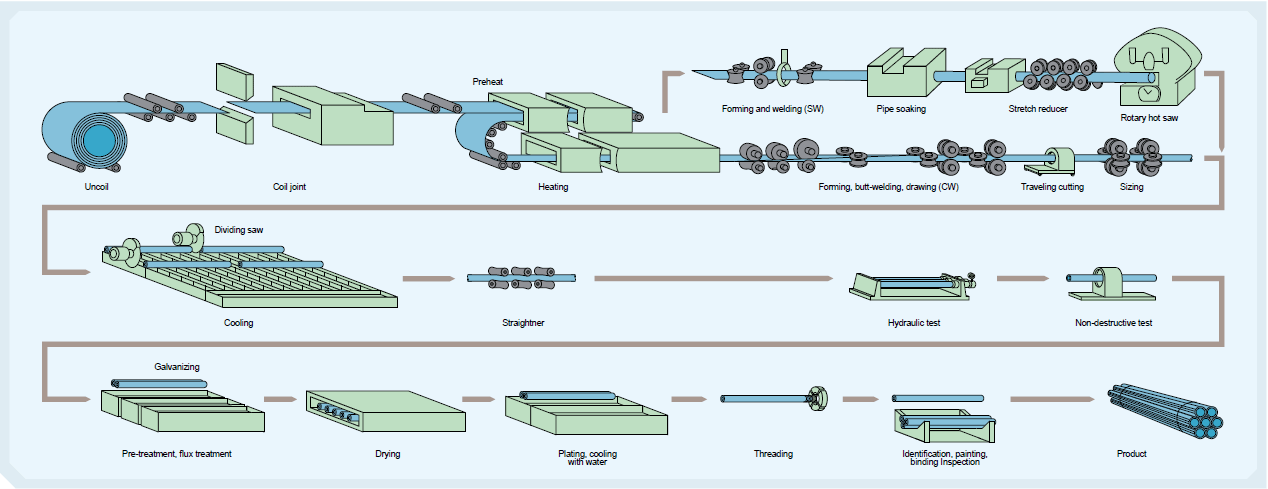
Processo di fabbricazione del tubo in acciaio saldato ASTM A53
Siamo produttori professionali di tubi in acciaio al carbonio. Forniamo tubi in acciaio al carbonio di diverse dimensioni, nonché tubi e raccordi in acciaio con diverse specifiche.
I nostri vantaggi:
1. Fornitore di servizi di prodotti e esportatore leader in Cina di tubi in acciaio
2. Prezzo competitivo e qualità dalla nostra fabbrica
3.Integrazione delle risorse in un unico punto
4. Ha superato la certificazione ISO9001, CE, SGS ogni anno
5. Miglior servizio con risposta 24 ore su 24
6. Metodi di pagamento flessibili
7. Forte capacità produttiva
8. Consegna rapida e imballaggio standard per l'esportazione
9.OEM/ODM
Se desiderate informazioni su qualsiasi prodotto in acciaio, non esitate a contattarci:sales@bestartubes.com






