
Tubo BS1387


Che cosa sono i tubi in acciaio BS1387?
I tubi in acciaio BS1387 sono uno standard britannico per tubi saldati neri per serbatoi BS21 e cisterne BS21. I tubi in acciaio zincato a caldo BS1387 sono utilizzati per il trasporto di gas, aria e acqua, per strutture civili e di altro tipo. Tubi zincati BS1387 con dimensioni nominali DN8-DN150 in spessori leggeri, medi e pesanti.
I tubi in acciaio zincato BS1387, noti anche come tubi in acciaio GI, possono essere classificati in due tipologie. Il primo è il tubo in acciaio zincato a caldo, il secondo è il tubo in acciaio elettrico. Il vantaggio del tubo in acciaio zincato a caldo è che il rivestimento zincato è più spesso e il rivestimento di zinco è più uniforme e può aderire meglio al corpo del tubo. Inoltre, la durata del tubo in acciaio zincato a caldo è maggiore.
Vantaggio dei tubi in acciaio BS1387
Essendo un produttore di tubi BS1387 focalizzato sulla qualità, forniamo tubi in acciaio BS1387 utilizzando esclusivamente materiali di alta qualità. I nostri tubi zincati BS1387 sono utilizzati in tutto il mondo nei sistemi di tubazioni dei settori petrolifero, del gas, chimico, alimentare e petrolchimico. Perseguiamo costantemente la nostra missione: produrre tubi in acciaio BS1387 di alta qualità e offrire un servizio di qualità. Ecco alcuni vantaggi dei tubi in ferro zincato BS1387 che potete prendere come riferimento per la scelta di tubi in acciaio nero BS1387 gradevoli e adatti.
Elevata efficienza: offriamo una varietà di tubi in acciaio BS1387 per rispondere all'elevata domanda di questi componenti per la costruzione di edifici. Per migliorare la profonda integrazione tra la nuova generazione di tecnologie informatiche e le applicazioni di tubi in acciaio BS1387, puntiamo a prodotti di alta qualità.
Maggiore resistenza e durata: in risposta a una domanda urgente, il tubo in acciaio BS1387 può rendere le parti dell'edificio resistenti e durevoli per un lungo periodo. Poiché il tubo in acciaio BS1387 ha una maggiore resistenza strutturale, gli utenti del tubo in ferro zincato BS1387 sono soddisfatti a lungo termine del nostro tubo in acciaio BS1387.
Rigoroso controllo di qualità: i tubi in acciaio zincato BS1387 possono essere sottoposti a ispezione da parte di una terza parte nominata o pagata dall'acquirente, come SGS o BV.
Finitura e protezione delle estremità dei tubi in acciaio BS1387
I tubi lisci a taglio quadrato (PE) o filettati e fissati con giunto (T/C). (PE) vengono spediti senza alcuna protezione su entrambe le estremità. I tubi T/C sono forniti avvitati con filettatura conica secondo BS 21 e dotati di un manicotto in ghisa malleabile con filettatura conica, come richiesto da queste specifiche.
Specifiche per tubi in acciaio BS1387
| Composizione chimica | C max | Mn Max | P Max | S Max |
| 0,20% | 1,20% | 0,045% | 0,045% | |
| Proprietà meccaniche | Resistenza alla trazione (N/mm2) | 320-460 | ||
| Resistenza allo snervamento (N/MM2) | 195 minuti | |||
| Elogio | 20 minuti | |||
| Tolleranze su dimensioni e massa | Spessore della parete dei tubi luminosi | -8% | ||
| Spessore della parete dei tubi medi e pesanti | -10% | |||
| Massa | La massa media della spedizione per quantità pari o superiori a 150 m di una stessa dimensione non deve discostarsi di oltre il ±4% dalla massa della spedizione calcolata in base alla massa indicata nella tabella, a seconda dei casi. Nessun singolo tubo deve discostarsi di oltre il +10%, -8% dalla massa indicata nella tabella, a seconda dei casi. | |||
| Test di rivestimento in zinco Hop-Dip (se richiesto) | Dopo quattro immersioni successive di un minuto nella soluzione di solfato di rame, il campione di prova non deve presentare alcun deposito rosso aderente di rame metallico. | |||
| Prova di piegatura | I tubi neri fino a DN 50 compreso devono essere piegati a freddo, senza segni di frattura o cedimento, a 180°C attorno a una formatrice con un raggio al fondo della scanalatura pari a sei volte il diametro esterno del tubo, come indicato nella Tabella. I tubi zincati a caldo devono essere piegati a freddo, senza cricche nell'acciaio, a 90° attorno a una formatrice con un raggio al fondo della scanalatura pari a otto volte il diametro esterno del tubo. | |||
| Test di appiattimento | Il test di appiattimento si applica ai tubi di dimensioni superiori a DN50. Un anello di lunghezza non inferiore a 40 mm prelevato da un'estremità di ciascun tubo selezionato deve essere appiattito a freddo tra piastre piane parallele senza mostrare cricche o difetti finché la distanza tra le piastre, misurata sotto carico, non sia superiore al 75% del diametro esterno originale del tubo e non si verifichino cricche o difetti nel metallo in altre parti del corpo tranne che nella saldatura finché la distanza tra le piastre non sia inferiore al 60% del diametro originale. La saldatura deve essere posizionata a 90° rispetto alla direzione di appiattimento. | |||
| Prova di tenuta stagna | La prova deve essere una prova idraulica a una pressione di 50 bar (50×105N/M²) o, in alternativa, un test a correnti parassite. | |||
| Prova di alesaggio per tubi rivestiti con Hop-Dip | I tubi zincati a caldo fino a DN25 compreso devono essere attraversati da un'asta lunga 230 mm, del diametro appropriato specificato di seguito, e devono avere un foro libero. | |||
Dimensioni del tubo in acciaio BS1387
| Classe | Diametro nominale (DN) mm | Designazione della filettatura Pollici | Diametro esterno | Spessore mm | Massa del tubo nero | ||
| Massimo mm | Minimo mm | Estremità liscia kg/m | Avvitati e incassati kg/m | ||||
| Leggero | 15 | 1/2 | 21.4 | 21.0 | 2.0 | 0,947 | 0,956 |
| 20 | 3/4 | 26.9 | 26.4 | 2.3 | 1.38 | 1.39 | |
| 25 | 1 | 33.8 | 33.2 | 2.6 | 1,98 | 2.00 | |
| 32 | 1 1/4 | 42.5 | 41 .9 | 2.6 | 2.54 | 2.57 | |
| 40 50 | 1 1/2 2 | 48,4 60,2 | 47,8 59,60 | 2.9 2.9 | 3.23 4.08 | 3.27 4.15 | |
| 65 | 2 1/2 | 76.0 | 75,2 | 3.2 | 5.71 | 5.83 | |
| 80 | 3 | 88.7 | 87,9 | 3.2 | 6.72 | 6,89 | |
| 100 | 4 | 113.9 | 113.0 | 3.6 | 9,75 | 10.0 | |
| Medio | 15 | 1/2 | 21.7 | 21.1 | 2.6 | 1.21 | 1.22 |
| 20 | 3/4 | 27.2 | 26.6 | 2.6 | 1.56 | 1.57 | |
| 25 | 1 | 34.2 | 33.4 | 3.2 | 2.41 | 2.43 | |
| 32 | 1 1/4 | 42.9 | 42.1 | 3.2 | 3.10 | 3.13 | |
| 40 | 1 1/2 | 48.4 | 48.0 | 3.2 | 3.57 | 3.61 | |
| 50 | 2 | 60,8 | 59,8 | 3.6 | 5.03 | 5.10 | |
| 65 | 2 1/2 | 76,6 | 75,4 | 3.6 | 6.43 | 6.55 | |
| 80 | 3 | 89,5 | 88.1 | 4.0 | 8.37 | 8.54 | |
| 100 | 4 | 114,9 | 113.3 | 4.5 | 12.2 | 12.5 | |
| 125 | 5 | 140,6 | 138.7 | 5.0 | 16.6 | 17.1 | |
| 150 | 6 | 166.1 | 164.1 | 5.0 | 19.7 | 20.3 | |
| Pesante | 15 | 1/2 | 21.7 | 21.1 | 3.2 | 1.44 | 1.45 |
| 20 | 3/4 | 27.2 | 26.6 | 3.2 | 1,87 | 1,88 | |
| 25 | 1 | 34.2 | 33.4 | 4.0 | 2.94 | 2,96 | |
| 32 | 1 1/4 | 42.9 | 42.1 | 4.0 | 3,80 | 3.83 | |
| 40 | 1 1/2 | 48,8 | 48.0 | 4.0 | 4.38 | 4.42 | |
| 50 | 2 | 60,8 | 59,8 | 4.5 | 6.19 | 6.26 | |
| 65 | 2 1/2 | 76,6 | 75,4 | 4.5 | 7.93 | 8.05 | |
| 80 | 3 | 89,5 | 88.1 | 5.0 | 10.3 | 10.5 | |
| 100 | 4 | 114,9 | 113.3 | 5.4 | 14.5 | 14.8 | |
| 125 | 5 | 140,6 | 138.7 | 5.4 | 17.9 | 18.4 | |
| 150 | 6 | 166.1 | 164.1 | 5.4 | 21.3 | 21.9 | |
| NOTE: 1) Le dimensioni e le masse sono conformi alla norma ISO R65 2) Pressione di prova idrostatica 50 kg/cm2 | |||||||
Tabella dei tubi in acciaio BS1387

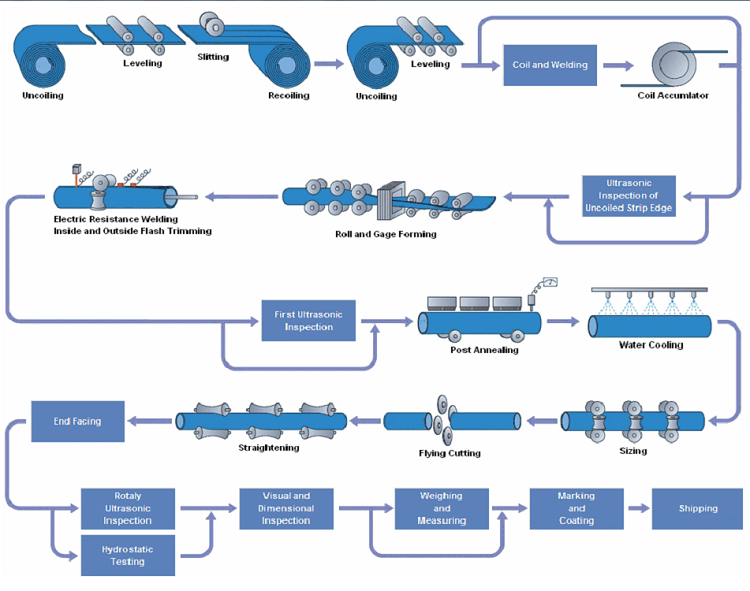
Processo di fabbricazione del tubo in acciaio BS1387
Applicazione del tubo in acciaio BS1387
- Trasporto ordinario
- Trasporto a vapore
- Trasporto di gas
- Trasporto aereo
- Trasporto via acqua
Siamo produttori professionali di tubi in acciaio al carbonio. Forniamo tubi in acciaio al carbonio di diverse dimensioni, nonché tubi e raccordi in acciaio con diverse specifiche.
I nostri vantaggi:
1. Fornitore di servizi di prodotti e esportatore leader in Cina di tubi in acciaio
2. Prezzo competitivo e qualità dalla nostra fabbrica
3.Integrazione delle risorse in un unico punto
4. Ha superato la certificazione ISO9001, CE, SGS ogni anno
5. Miglior servizio con risposta 24 ore su 24
6. Metodi di pagamento flessibili
7. Forte capacità produttiva
8. Consegna rapida e imballaggio standard per l'esportazione
9.OEM/ODM
Se desiderate informazioni su qualsiasi prodotto in acciaio, non esitate a contattarci:sales@bestartubes.com







