
ASTM A53 파이프



ASTM A53 강관이란 무엇입니까?
ASTM A53 강관은 ASME SA-53과 동일하게 NPS 1/8(DN 6)부터 NPS 26(DN 650)까지의 공칭 벽 두께를 가진 이음매 없는 강관 및 용접 강관에 대한 표준 규격입니다. 규격의 다른 모든 요건을 충족하는 경우 다른 규격의 강관도 공급 가능합니다. "흑색 강관"은 강관 제조 과정에서 자연적으로 발생하는 어두운 색의 산화철 비늘 모양을 나타냅니다. 용융 아연 도금은 부식 방지를 위해 적용됩니다.
A53 강관 원자재 – 탄소강관
ASTM A53 파이프(이음매 없는 파이프 및 용접 파이프 모두) 제조용 강재는 다음 공정에 따라 가공되어야 합니다: 개방로 전기로 또는 염기성 산소로.
등급이 다른 원강재를 독립적으로 스트랜드 주조할 경우, 생성되는 전이 재료를 식별해야 합니다. 제조업체는 등급을 명확하게 구분할 수 있는 확립된 공정을 통해 전이 재료를 제거해야 합니다.
ASTM A53 등급 B 파이프의 ERW 용접 공정에서 용접 이음매는 용접 후 최소 540°C까지 열처리해야 합니다.℃(1000℉).
따라서, 담금질되지 않은 마르텐사이트 잔류물은 없으며, 담금질되지 않은 마르텐사이트 잔류물이 남지 않는 다른 방법도 사용하지 않습니다.
냉간 팽창의 경우, 팽창량은 파이프 직경의 1.5%를 초과해서는 안 됩니다.
ASTM A53 강관 표준의 재질 유형
a. 이음매 없는 S형은 A등급과 B등급으로 나뉩니다.
b. 용접형 E형(ERW), A등급 및 B등급.
c. 용광로 용접형 F형, A등급만 해당.
ASTM A53 강관 적용 분야
전송: 석유 및 가스 파이프라인 시스템, 수처리, 광물 슬러리
건설 및 구조: 건물, 지하수 시추, 보일러 용수 수송
기계 부품: 예비 부품 가공
발전소: 풍력 터빈, 정전기 방지 튜브
ASTM A53 강관의 화학적 요구사항
| 요소 | 타입 S (매끄러운) | E형 | F형 | ||
| (전기 같은- 저항 용접) | (노- 용접 파이프) | ||||
| A등급 | B등급 | A등급 | B등급 | A등급 | |
| 탄소 최대 함량 % | 0.25 | 0.30 | 0.25 | 0.30 | 0.3 |
| 망간 % | 0.95 | 1.2 | 0.95 | 1.2 | 1.2 |
| 인, 최대 % | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 |
| 황, 최대 % | 0.045 | 0.045 | 0.045 | 0.045 | 0.045 |
| 구리, 최대% | 0.40 | 0.40 | 0.40 | 0.40 | 0.4 |
| 니켈, 최대 % | 0.40 | 0.40 | 0.40 | 0.40 | 0.4 |
| 크롬, 최대 % | 0.40 | 0.40 | 0.40 | 0.40 | 0.4 |
| 몰리브덴, 최대 % | 0.15 | 0.15 | 0.15 | 0.15 | 0.15 |
| 바나듐, 최대 % | 0.08 | 0.08 | 0.08 | 0.08 | 0.08 |
용융 아연 도금:
용융 아연 도금 공법으로 파이프의 내외부를 아연으로 코팅하는 기준을 설정합니다. 코팅 중량은 평방 피트당 평균 1.8온스 이상, 1.6온스 이상이어야 합니다.
벽 두께의 허용 변동 범위
어느 지점에서든 최소 벽 두께는 명시된 공칭 벽 두께보다 12.5% 이상 얇아서는 안 됩니다.
피트당 무게의 허용 변동 범위
플러스 마이너스 10%
외경의 허용 변동 범위
어느 지점에서의 외경도 지정된 표준값에서 다음 이상 벗어나서는 안 됩니다.
| NPS 1 1/2 이하 크기의 경우 | NPS 2 이상 크기의 경우 | |||
| 1/64인치 | 1/32인치 아래 | 1% 초과 | 1% 미만 | |
ASTM A53 강관의 기계적 특성 비교
| 이음매 없는 전기저항 용접 | 연속 용접 | ||
| A등급 | B등급 | ||
| 인장 강도(최소, psi) | 48,000 | 60,000 | 45,000 |
| 항복 강도(최소, psi) | 30,000 | 35,000 | 25,000 |
ASTM A53 강관 크기표
| 국립공원관리청(NPS) | OD | 공칭 벽 두께 | |||||||||||||||
| DN | 인치 | mm | SCH5S | SCH10S | SCH10 | SCH20 | SCH30 | SCH40 | SCH60 | SCH80 | SCH100 | SCH120 | SCH140 | SCH160 | 남 | XS | XXS |
| 50 | 2인치 | 60.3 | 1.65 | 2.77 | – | – | – | 3.91 | – | 5.54 | – | – | – | 8.74 | 3.91 | 5.54 | 11.07 |
| 65 | 2 1/2인치 | 73 | 2.11 | 3.05 | – | – | – | 5.16 | – | 7.01 | – | – | – | 9.53 | 5.16 | 7.01 | 14.02 |
| 80 | 3인치 | 88.9 | 2.11 | 3.05 | – | – | – | 5.49 | – | 7.62 | – | – | – | 11.13 | 5.49 | 7.52 | 15.24 |
| 90 | 3 1/2인치 | 101.6 | 2.11 | 3.05 | – | – | – | 5.74 | – | 8.08 | – | – | – | – | 5.74 | 8.08 | – |
| 100 | 4인치 | 114.3 | 2.11 | 3.05 | – | – | – | 6.02 | – | 8.58 | – | 11.13 | – | 13.49 | 6.02 | 8.56 | 17.12 |
| 125 | 5인치 | 141.3 | 2.77 | 3.4 | – | – | – | 6.55 | – | 9.53 | – | 12.7 | – | 15.88 | 6.55 | 9.53 | 18.05 |
| 150 | 6인치 | 168.3 | 2.77 | 3.4 | – | – | – | 7.11 | – | 10.97 | – | 14.27 | – | 18.26 | 7.11 | 10.97 | 21.95 |
| 200 | 8인치 | 219.1 | 2.77 | 3.76 | – | 6.35 | 7.04 | 8.18 | 10.31 | 12.7 | 15.09 | 18.26 | 20.62 | 23.01 | 8.18 | 12.7 | 22.23 |
| 250 | 10인치 | 273.1 | 3.4 | 4.19 | – | 6.35 | 7.8 | 9.27 | 12.7 | 15.09 | 18.26 | 21.44 | 25.4 | 28.58 | 9.27 | 12.7 | 25.4 |
| 300 | 12인치 | 323.9 | 3.96 | 4.57 | – | 6.35 | 8.38 | 10.31 | 14.27 | 17시 48분 | 21.44 | 25.4 | 28.58 | 33.32 | 9.53 | 12.7 | 25.4 |
| 350 | 14인치 | 355.5 | 3.96 | 4.78 | 6.35 | 7.92 | 9.53 | 11.13 | 15.09 | 19.05 | 23.83 | 27.79 | 31.75 | 35.71 | 9.53 | 12.7 | – |
| 400 | 16인치 | 406.4 | 4.19 | 4.78 | 6.35 | 7.92 | 9.53 | 12.7 | 16.66 | 21.44 | 26.19 | 30.96 | 36.53 | 40.49 | 9.53 | 12.7 | – |
| 450 | 18인치 | 457.2 | 4.19 | 4.78 | 6.35 | 7.92 | 11.13 | 14.27 | 19.05 | 23.83 | 39.36 | 34.93 | 39.67 | 45.24 | – | – | – |
| 500 | 20인치 | 508 | 4.78 | 5.54 | 6.35 | 9.53 | 12.7 | 15.09 | 20.62 | 26.19 | 32.54 | 38.1 | 44.45 | 50.01 | – | – | – |
| 550 | 22인치 | 558.8 | 4.78 | 5.54 | 6.35 | 9.53 | 12.7 | – | 22.23 | 28.58 | 34.93 | 41.28 | 47.63 | 53.98 | – | – | – |
| 600 | 24인치 | 609.6 | 5.54 | 6.35 | 6.35 | 9.53 | 14.27 | 17시 48분 | 24.61 | 30.96 | 38.89 | 46.02 | 52.37 | 59.54 | – | – | – |
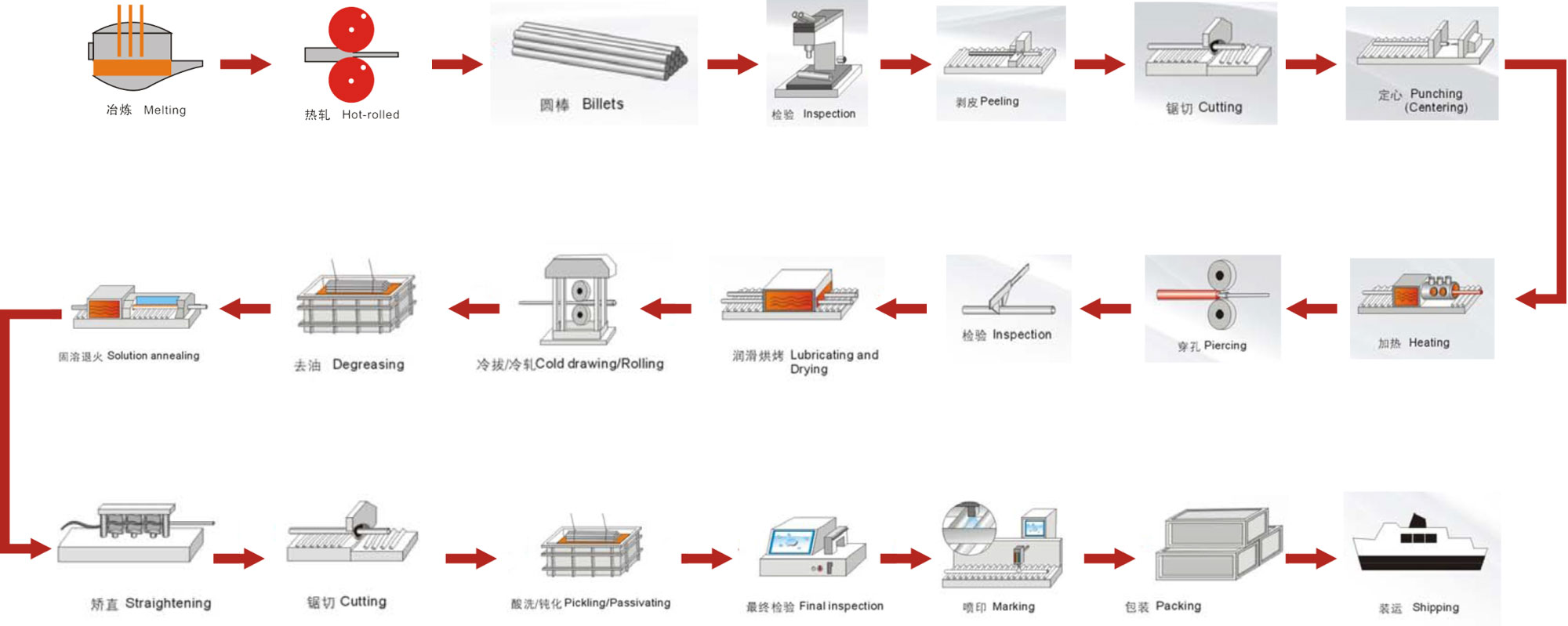
ASTM A53 무봉강관 제조 공정
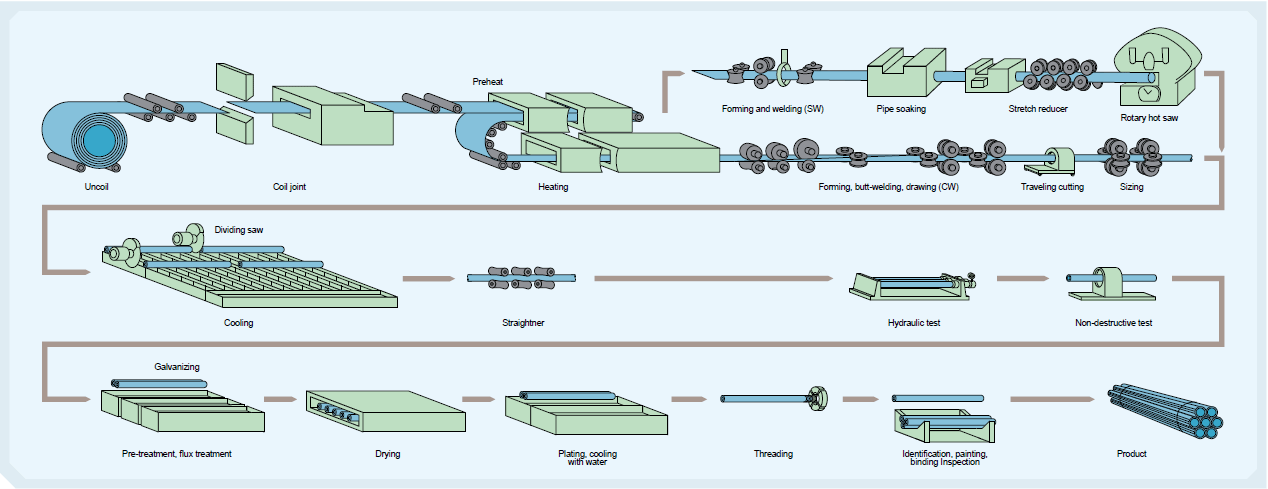
ASTM A53 용접 강관의 제조 공정
저희는 탄소강관 전문 제조업체입니다. 다양한 크기의 탄소강관은 물론, 여러 규격의 강관 및 파이프 부속품을 제공합니다.
우리의 장점:
1. 중국 최고의 강관 제품 서비스 제공업체 및 수출업체
2. 자체 공장 생산으로 경쟁력 있는 가격과 품질을 제공합니다.
3. 원스톱 자원 통합
4. 매년 ISO9001, CE, SGS 인증을 통과했습니다.
5. 24시간 이내 응답하는 최고의 서비스
6. 유연한 결제 방식
7. 강력한 생산 능력
8. 빠른 배송 및 표준 수출 포장
9. OEM/ODM
철강 제품에 대해 문의사항이 있으시면 언제든지 연락 주십시오.sales@bestartubes.com






