
Paip ASTM A53



Apakah Paip Keluli ASTM A53?
Sama seperti ASME SA-53, paip keluli ASTM A53 ialah spesifikasi standard untuk paip keluli tergalvani (bersalut zink) hitam dan celup panas yang lancar dan dikimpal dalam NPS 1/8 (DN 6) hingga NPS 26 (DN650) dengan ketebalan dinding nominal. Paip keluli yang mempunyai dimensi lain juga boleh disediakan dengan syarat paip tersebut mematuhi semua keperluan spesifikasi yang lain. "Keluli hitam" merujuk kepada rupa bersisik oksida besi berwarna gelap yang secara semula jadi terhasil daripada proses fabrikasi paip. Galvanisasi celup panas disediakan untuk tujuan perlindungan kakisan.
Bahan Mentah Paip Keluli A53 – Paip Keluli Karbon
Keluli untuk membuat paip ASTM A53 (untuk kedua-dua lancar dan dikimpal) hendaklah mengikut proses berikut: relau elektrik perapian terbuka atau oksigen asas.
Bahan keluli mentah daripada gred yang berbeza adalah tuangan untaian secara bebas, pengenalpastian bahan peralihan yang terhasil diperlukan. Pengilang harus membuang bahan peralihan melalui sebarang proses yang ditetapkan yang dapat memisahkan gred dengan jelas.
Kelim kimpalan untuk proses kimpalan ERW dalam paip ASTM A53 Gred B perlu dilakukan rawatan haba selepas kimpalan sehingga min 540℃(1000℉).
Akibatnya, tiada sisa martensit yang tidak ditempa, atau gunakan cara lain untuk sisa martensit yang tidak ditempa.
Untuk pengembangan sejuk, jumlah pengembangan tidak boleh melebihi 1 1/2% daripada diameter paip.
Jenis Bahan untuk Piawaian Paip Keluli ASTM A53
a. Jenis Lancar S, mempunyai gred A dan B.
b. Jenis Kimpalan E (ERW), Gred A dan B.
c. Relau Dikimpal Jenis F, Gred A sahaja.
Aplikasi Paip Keluli ASTM A53
Penghantaran: Sistem saluran paip minyak dan gas, rawatan air, buburan mineral
Pembinaan dan Struktur: Bangunan, penggerudian air bawah tanah, penghantaran air dandang
Bahagian Mesin: Pemesinan kepada alat ganti
Stesen janakuasa: Turbin angin, tiub anti-statik
Keperluan kimia Paip Keluli ASTM A53
| Unsur | Jenis S (lancar) | Jenis E | Jenis F | ||
| (elektrik- dikimpal rintangan) | (relau- paip yang dikimpal) | ||||
| Gred A | Gred B | Gred A | Gred B | Gred A | |
| Karbon maksimum % | 0.25 | 0.30 | 0.25 | 0.30 | 0.3 |
| Mangan % | 0.95 | 1.2 | 0.95 | 1.2 | 1.2 |
| Fosforus, maksimum % | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 |
| Sulfur, maksimum % | 0.045 | 0.045 | 0.045 | 0.045 | 0.045 |
| Kuprum, maks.% | 0.40 | 0.40 | 0.40 | 0.40 | 0.4 |
| Nikel, maksimum % | 0.40 | 0.40 | 0.40 | 0.40 | 0.4 |
| Kromium, % maksimum | 0.40 | 0.40 | 0.40 | 0.40 | 0.4 |
| Molibdenum, maksimum % | 0.15 | 0.15 | 0.15 | 0.15 | 0.15 |
| Vanadium, maksimum % | 0.08 | 0.08 | 0.08 | 0.08 | 0.08 |
Galvanisasi Celup Panas:
Menetapkan piawaian untuk salutan paip dengan zink di dalam dan di luar melalui proses celup panas. Berat salutan tidak boleh kurang daripada 1.8 oz. setiap kaki persegi dan tidak kurang daripada 1.6 oz. setiap kaki persegi.
VARIASI KETEBALAN DINDING YANG DIBENARKAN
Ketebalan dinding minimum pada mana-mana titik tidak boleh lebih daripada 12.5% di bawah ketebalan dinding nominal yang dinyatakan.
VARIASI BERAT SETIAP KAKI YANG DIBENARKAN
Tambah atau tolak 10%
VARIASI DIAMETER LUAR YANG DIBENARKAN
Diameter Luar pada mana-mana titik tidak boleh berubah daripada piawaian yang dinyatakan lebih daripada:
| Untuk NPS 1 1/2 dan Saiz yang Lebih Kecil | Untuk NPS 2 dan Saiz Lebih Besar | |||
| 1/64″ | 1/32″ di bawah | 1% lebih | 1% di bawah | |
Perbandingan Sifat Mekanikal Paip Keluli ASTM A53
| Lancar dan dikimpal dengan rintangan elektrik | Kimpalan Berterusan | ||
| Gred A | Gred B | ||
| Kekuatan Tegangan, min., psi | 48,000 | 60,000 | 45,000 |
| Kekuatan Hasil, min., psi | 30,000 | 35,000 | 25,000 |
Carta Saiz Paip Keluli ASTM A53
| NPS | OD | Ketebalan Dinding Nominal | |||||||||||||||
| DN | Inci | mm | SCH5S | SCH10S | SCH10 | SCH20 | SCH30 | SCH40 | SCH60 | SCH80 | SCH100 | SCH120 | SCH140 | SCH160 | Ke-1 | XS | XXS |
| 50 | 2 inci | 60.3 | 1.65 | 2.77 | – | – | – | 3.91 | – | 5.54 | – | – | – | 8.74 | 3.91 | 5.54 | 11.07 |
| 65 | 2 1/2″ | 73 | 2.11 | 3.05 | – | – | – | 5.16 | – | 7.01 | – | – | – | 9.53 | 5.16 | 7.01 | 14.02 |
| 80 | 3 inci | 88.9 | 2.11 | 3.05 | – | – | – | 5.49 | – | 7.62 | – | – | – | 11.13 | 5.49 | 7.52 | 15.24 |
| 90 | 3 1/2″ | 101.6 | 2.11 | 3.05 | – | – | – | 5.74 | – | 8.08 | – | – | – | – | 5.74 | 8.08 | – |
| 100 | 4 inci | 114.3 | 2.11 | 3.05 | – | – | – | 6.02 | – | 8.58 | – | 11.13 | – | 13.49 | 6.02 | 8.56 | 17.12 |
| 125 | 5 inci | 141.3 | 2.77 | 3.4 | – | – | – | 6.55 | – | 9.53 | – | 12.7 | – | 15.88 | 6.55 | 9.53 | 18.05 |
| 150 | 6 inci | 168.3 | 2.77 | 3.4 | – | – | – | 7.11 | – | 10.97 | – | 14.27 | – | 18.26 | 7.11 | 10.97 | 21.95 |
| 200 | 8 inci | 219.1 | 2.77 | 3.76 | – | 6.35 | 7.04 | 8.18 | 10.31 | 12.7 | 15.09 | 18.26 | 20.62 | 23.01 | 8.18 | 12.7 | 22.23 |
| 250 | 10 inci | 273.1 | 3.4 | 4.19 | – | 6.35 | 7.8 | 9.27 | 12.7 | 15.09 | 18.26 | 21.44 | 25.4 | 28.58 | 9.27 | 12.7 | 25.4 |
| 300 | 12 inci | 323.9 | 3.96 | 4.57 | – | 6.35 | 8.38 | 10.31 | 14.27 | 17.48 | 21.44 | 25.4 | 28.58 | 33.32 | 9.53 | 12.7 | 25.4 |
| 350 | 14 inci | 355.5 | 3.96 | 4.78 | 6.35 | 7.92 | 9.53 | 11.13 | 15.09 | 19.05 | 23.83 | 27.79 | 31.75 | 35.71 | 9.53 | 12.7 | – |
| 400 | 16 inci | 406.4 | 4.19 | 4.78 | 6.35 | 7.92 | 9.53 | 12.7 | 16.66 | 21.44 | 26.19 | 30.96 | 36.53 | 40.49 | 9.53 | 12.7 | – |
| 450 | 18 inci | 457.2 | 4.19 | 4.78 | 6.35 | 7.92 | 11.13 | 14.27 | 19.05 | 23.83 | 39.36 | 34.93 | 39.67 | 45.24 | – | – | – |
| 500 | 20 inci | 508 | 4.78 | 5.54 | 6.35 | 9.53 | 12.7 | 15.09 | 20.62 | 26.19 | 32.54 | 38.1 | 44.45 | 50.01 | – | – | – |
| 550 | 22 inci | 558.8 | 4.78 | 5.54 | 6.35 | 9.53 | 12.7 | – | 22.23 | 28.58 | 34.93 | 41.28 | 47.63 | 53.98 | – | – | – |
| 600 | 24 inci | 609.6 | 5.54 | 6.35 | 6.35 | 9.53 | 14.27 | 17.48 | 24.61 | 30.96 | 38.89 | 46.02 | 52.37 | 59.54 | – | – | – |
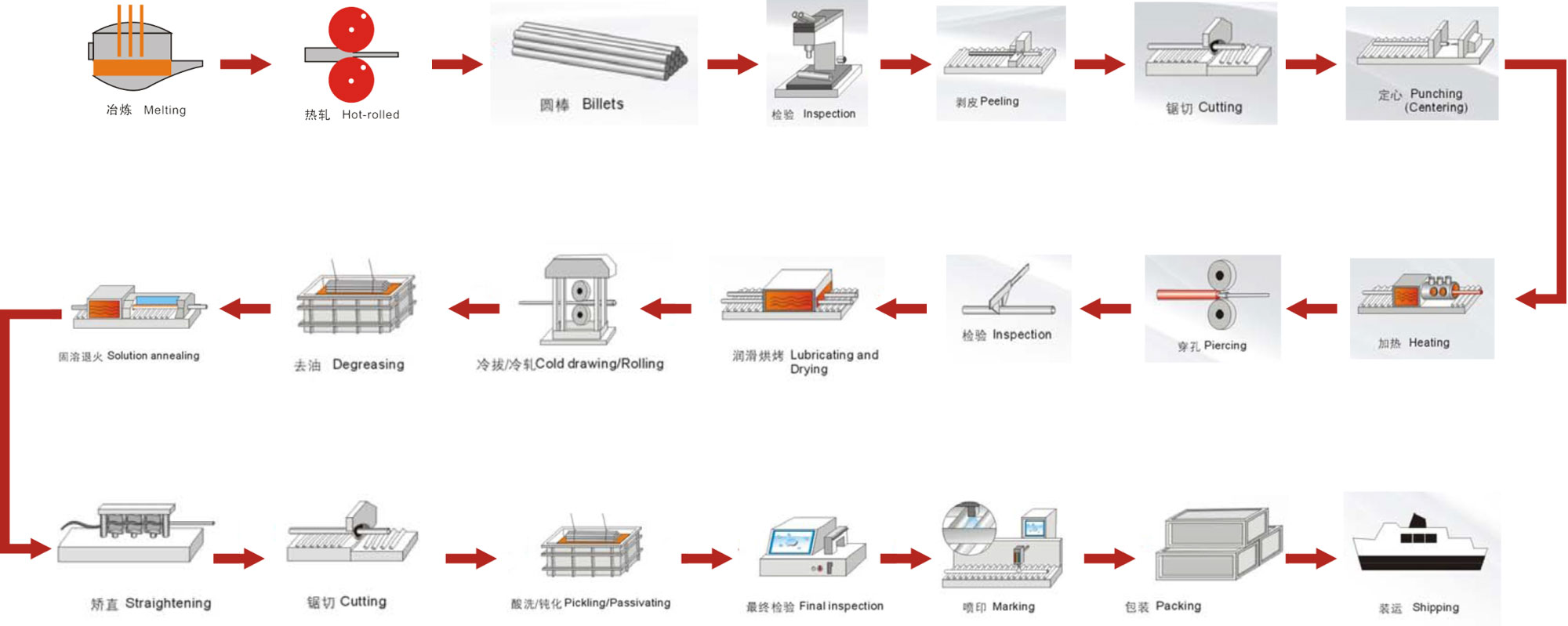
Proses Pembuatan Paip Keluli Lancar ASTM A53
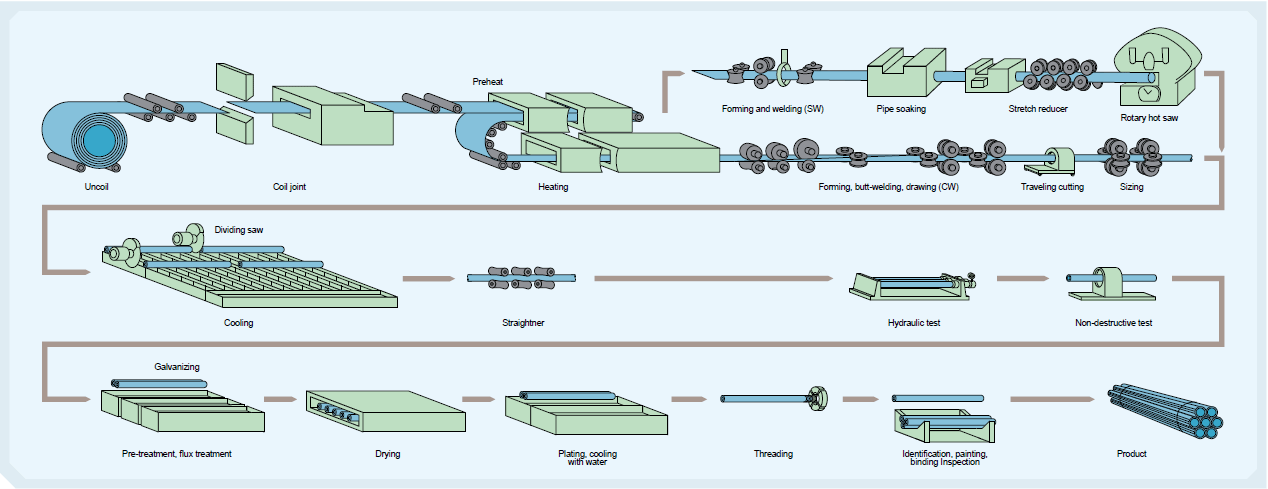
Proses Pembuatan Paip Keluli Kimpal ASTM A53
Kami merupakan pengeluar Paip Keluli Karbon profesional. Kami menyediakan Paip Keluli Karbon dengan pelbagai saiz serta paip keluli dan kelengkapan paip dengan pelbagai spesifikasi.
Kelebihan Kami:
1. Penyedia perkhidmatan produk dan pengeksport paip keluli terkemuka di China
2. Harga dan kualiti yang kompetitif dari kilang kami sendiri
3. Integrasi Sumber Sehenti
4. Lulus pensijilan ISO9001, CE, SGS setiap tahun
5. Perkhidmatan terbaik dengan respons 24 jam
6. Kaedah pembayaran yang fleksibel
7. Kapasiti pengeluaran yang kukuh
8. Penghantaran cepat dan pembungkusan eksport standard
9.OEM/ODM
Jika anda ingin bertanya tentang sebarang produk keluli, sila hubungi kami:sales@bestartubes.com






