
Tubo ASTM A53



O que é um tubo de aço ASTM A53?
Idêntica à ASME SA-53, a norma ASTM A53 para tubos de aço é a especificação padrão para tubos de aço sem costura e soldados, galvanizados a quente (revestidos com zinco), com diâmetros nominais de 1/8" (DN 6) a 26" (DN 650) e espessura de parede nominal. Tubos de aço com outras dimensões também podem ser fornecidos, desde que atendam a todos os demais requisitos da especificação. O termo "aço preto" refere-se à aparência escamosa de óxido de ferro de cor escura, resultante naturalmente do processo de fabricação do tubo. A galvanização a quente tem como objetivo a proteção contra corrosão.
Tubo de aço A53 - Matéria-prima para tubo de aço carbono
O aço para fabricação de tubos ASTM A53 (tanto sem costura quanto soldados) deve ser produzido de acordo com os seguintes processos: forno elétrico de soleira ou forno básico de oxigênio.
Quando matérias-primas de aço de diferentes graus são fundidas independentemente em lingotamento contínuo, é necessária a identificação do material de transição resultante. O fabricante deve remover o material de transição por meio de qualquer processo estabelecido que permita separar claramente os graus de aço.
A junta de solda para processos de soldagem ERW em tubos ASTM A53 Grau B deve ser submetida a tratamento térmico pós-soldagem a uma temperatura mínima de 540 °C.℃(1000℉).
Consequentemente, não há resíduos de martensita não revenida, nem se utilizam outros métodos para remover resíduos de martensita não revenida.
Para tubos expandidos a frio, a expansão não deve exceder 1,5% do diâmetro do tubo.
Tipos de materiais para tubos de aço ASTM A53
a. O tipo S sem costura possui classificação A e B.
b. Tipo E soldado (ERW), graus A e B.
c. Soldado em forno, tipo F, somente grau A.
Aplicações de tubos de aço ASTM A53
Transmissão: Sistemas de oleodutos e gasodutos, tratamento de água, lama mineral
Construção e Estrutura: Edifícios, perfuração de poços subterrâneos, transmissão de água para caldeiras
Peças de máquinas: Usinagem para peças de reposição
Usina de energia: Turbinas eólicas, tubo antiestático
Requisitos químicos do tubo de aço ASTM A53
| Elemento | Tipo S (sem costura) | Tipo E | Tipo F | ||
| (elétrico- soldado por resistência) | (forno- tubo soldado) | ||||
| Grau A | Grau B | Grau A | Grau B | Grau A | |
| Carbono máx. % | 0,25 | 0,30 | 0,25 | 0,30 | 0,3 |
| Manganês % | 0,95 | 1.2 | 0,95 | 1.2 | 1.2 |
| Fósforo, máx. % | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 |
| Enxofre, máx. % | 0,045 | 0,045 | 0,045 | 0,045 | 0,045 |
| Cobre, máx.% | 0,40 | 0,40 | 0,40 | 0,40 | 0,4 |
| Níquel, máx. % | 0,40 | 0,40 | 0,40 | 0,40 | 0,4 |
| Cromo, máx. % | 0,40 | 0,40 | 0,40 | 0,40 | 0,4 |
| Molibdênio, máx. % | 0,15 | 0,15 | 0,15 | 0,15 | 0,15 |
| Vanádio, máx. % | 0,08 | 0,08 | 0,08 | 0,08 | 0,08 |
Galvanização a quente:
Estabelece padrões para o revestimento de tubos com zinco, interna e externamente, pelo processo de imersão a quente. O peso médio do revestimento não deve ser inferior a 1,8 onças por pé quadrado e não deve ser inferior a 1,6 onças por pé quadrado.
VARIAÇÕES PERMISSÍVEIS NA ESPESSURA DA PAREDE
A espessura mínima da parede em qualquer ponto não deve ser superior a 12,5% da espessura nominal da parede especificada.
VARIAÇÕES PERMITIDAS NO PESO POR PÉ
Mais ou menos 10%
VARIAÇÕES PERMITIDAS NO DIÂMETRO EXTERNO
O diâmetro externo em qualquer ponto não deve variar mais do que o padrão especificado:
| Para tamanhos NPS 1 1/2 e menores | Para tamanhos NPS 2 e maiores | |||
| 1/64″ | 1/32″ abaixo | 1% acima | 1% abaixo | |
Comparação das propriedades mecânicas de tubos de aço ASTM A53
| Sem costura e soldada por resistência elétrica | Soldado continuamente | ||
| Grau A | Grau B | ||
| Resistência à tração, mín., psi | 48.000 | 60.000 | 45.000 |
| Limite de escoamento, mínimo, psi | 30.000 | 35.000 | 25.000 |
Tabela de dimensões de tubos de aço ASTM A53
| NPS | OD | Espessura nominal da parede | |||||||||||||||
| DN | Polegada | mm | SCH5S | SCH10S | SCH10 | SCH20 | SCH30 | SCH40 | SCH60 | SCH80 | SCH100 | SCH120 | SCH140 | SCH160 | Sul | XS | XXS |
| 50 | 2″ | 60,3 | 1,65 | 2,77 | – | – | – | 3,91 | – | 5,54 | – | – | – | 8,74 | 3,91 | 5,54 | 11.07 |
| 65 | 2 1/2″ | 73 | 2.11 | 3.05 | – | – | – | 5.16 | – | 7.01 | – | – | – | 9,53 | 5.16 | 7.01 | 14.02 |
| 80 | 3″ | 88,9 | 2.11 | 3.05 | – | – | – | 5,49 | – | 7,62 | – | – | – | 11.13 | 5,49 | 7,52 | 15.24 |
| 90 | 3 1/2″ | 101,6 | 2.11 | 3.05 | – | – | – | 5,74 | – | 8.08 | – | – | – | – | 5,74 | 8.08 | – |
| 100 | 4″ | 114,3 | 2.11 | 3.05 | – | – | – | 6.02 | – | 8,58 | – | 11.13 | – | 13,49 | 6.02 | 8,56 | 17.12 |
| 125 | 5″ | 141,3 | 2,77 | 3.4 | – | – | – | 6,55 | – | 9,53 | – | 12.7 | – | 15,88 | 6,55 | 9,53 | 18.05 |
| 150 | 6″ | 168,3 | 2,77 | 3.4 | – | – | – | 7.11 | – | 10,97 | – | 14.27 | – | 18.26 | 7.11 | 10,97 | 21,95 |
| 200 | 8″ | 219,1 | 2,77 | 3,76 | – | 6,35 | 7.04 | 8.18 | 10.31 | 12.7 | 15.09 | 18.26 | 20,62 | 23.01 | 8.18 | 12.7 | 22.23 |
| 250 | 10″ | 273,1 | 3.4 | 4.19 | – | 6,35 | 7,8 | 9,27 | 12.7 | 15.09 | 18.26 | 21,44 | 25,4 | 28,58 | 9,27 | 12.7 | 25,4 |
| 300 | 12″ | 323,9 | 3,96 | 4,57 | – | 6,35 | 8,38 | 10.31 | 14.27 | 17,48 | 21,44 | 25,4 | 28,58 | 33,32 | 9,53 | 12.7 | 25,4 |
| 350 | 14″ | 355,5 | 3,96 | 4,78 | 6,35 | 7,92 | 9,53 | 11.13 | 15.09 | 19.05 | 23,83 | 27,79 | 31,75 | 35,71 | 9,53 | 12.7 | – |
| 400 | 16″ | 406,4 | 4.19 | 4,78 | 6,35 | 7,92 | 9,53 | 12.7 | 16,66 | 21,44 | 26.19 | 30,96 | 36,53 | 40,49 | 9,53 | 12.7 | – |
| 450 | 18″ | 457,2 | 4.19 | 4,78 | 6,35 | 7,92 | 11.13 | 14.27 | 19.05 | 23,83 | 39,36 | 34,93 | 39,67 | 45,24 | – | – | – |
| 500 | 20″ | 508 | 4,78 | 5,54 | 6,35 | 9,53 | 12.7 | 15.09 | 20,62 | 26.19 | 32,54 | 38.1 | 44,45 | 50,01 | – | – | – |
| 550 | 22″ | 558,8 | 4,78 | 5,54 | 6,35 | 9,53 | 12.7 | – | 22.23 | 28,58 | 34,93 | 41,28 | 47,63 | 53,98 | – | – | – |
| 600 | 24″ | 609,6 | 5,54 | 6,35 | 6,35 | 9,53 | 14.27 | 17,48 | 24,61 | 30,96 | 38,89 | 46,02 | 52,37 | 59,54 | – | – | – |
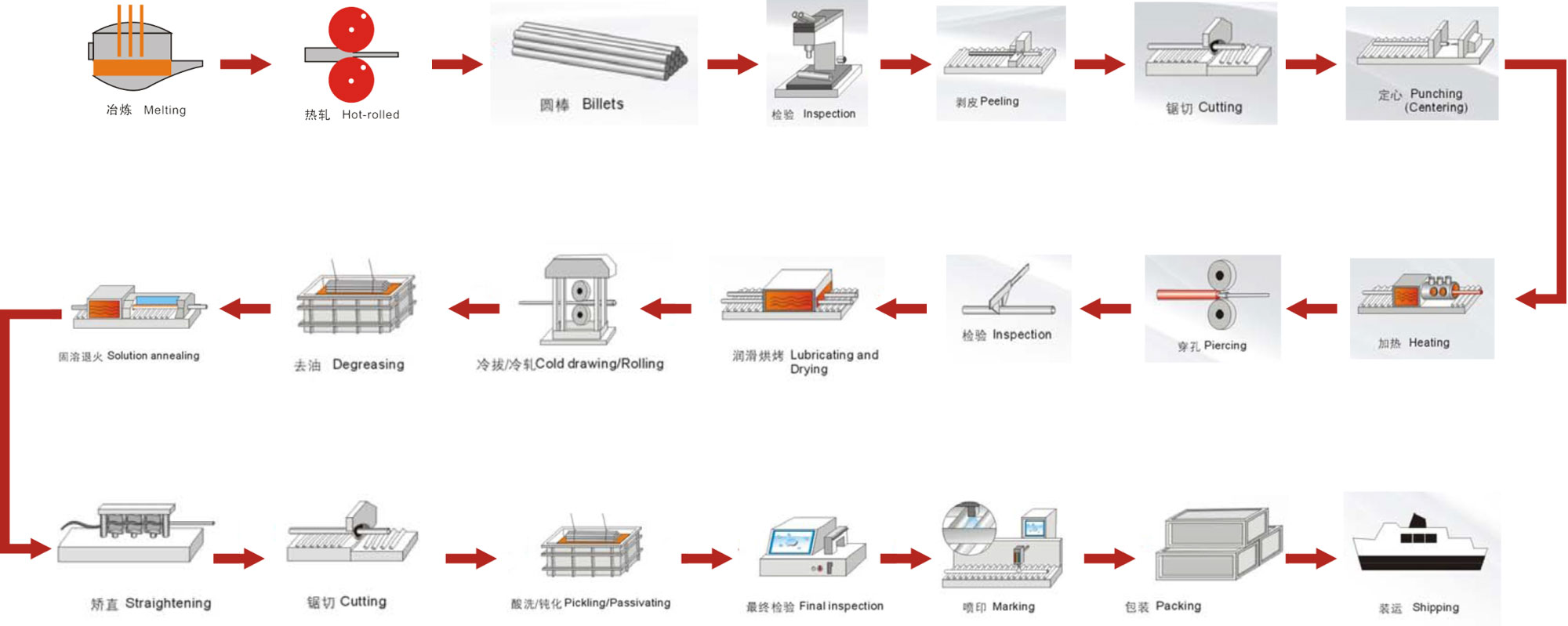
Processo de fabricação de tubos de aço sem costura ASTM A53
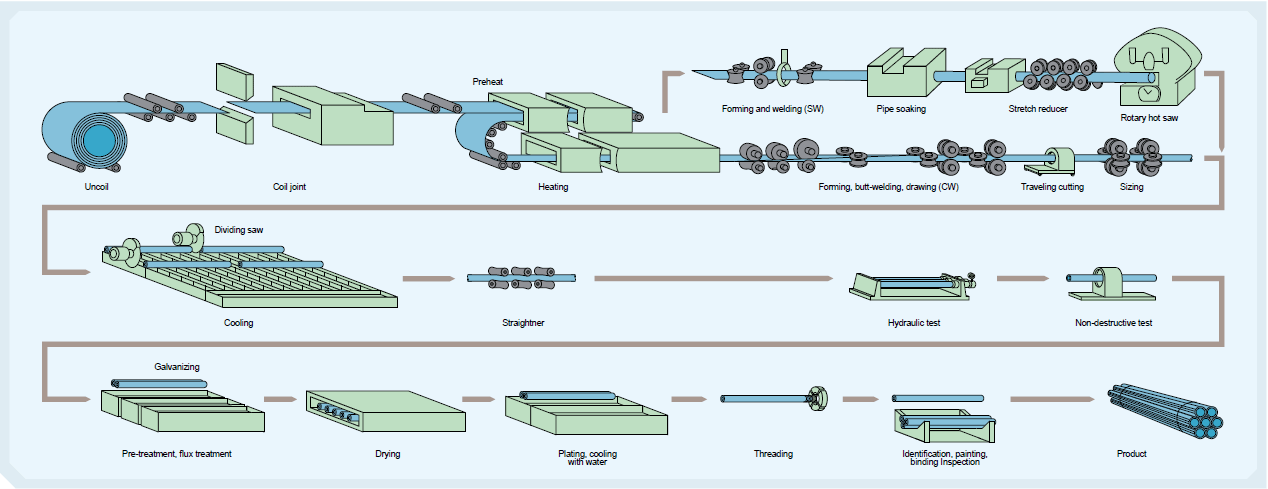
Processo de fabricação de tubos de aço soldados ASTM A53
Somos um fabricante profissional de tubos de aço carbono. Fornecemos tubos de aço carbono de diferentes tamanhos, bem como tubos e conexões de aço com diversas especificações.
Nossas vantagens:
1. Principal fornecedor de produtos, serviços e exportador de tubos de aço da China.
2. Preço competitivo e qualidade da nossa própria fábrica
3. Integração de Recursos Centralizada
4. Obteve as certificações ISO9001, CE e SGS anualmente.
5. Melhor serviço com resposta em 24 horas
6. Métodos de pagamento flexíveis
7. Forte capacidade de produção
8. Entrega rápida e embalagem padrão para exportação.
9. OEM/ODM
Caso tenha interesse em obter informações sobre nossos produtos de aço, entre em contato conosco.sales@bestartubes.com






