
Ống ASTM A53



Ống thép ASTM A53 là gì?
Tương tự như tiêu chuẩn ASME SA-53, ống thép ASTM A53 là tiêu chuẩn kỹ thuật cho ống thép liền mạch và hàn, có màu đen và mạ kẽm nhúng nóng, với đường kính từ NPS 1/8 (DN 6) đến NPS 26 (DN 650) và độ dày thành danh nghĩa. Ống thép có kích thước khác cũng có thể được cung cấp, miễn là đáp ứng tất cả các yêu cầu khác của tiêu chuẩn. "Thép đen" đề cập đến lớp vảy oxit sắt màu sẫm, hình thành tự nhiên từ quá trình chế tạo ống. Lớp mạ kẽm nhúng nóng được sử dụng để bảo vệ chống ăn mòn.
Nguyên liệu ống thép A53 – Ống thép cacbon
Thép dùng để sản xuất ống ASTM A53 (cả loại liền mạch và hàn) phải được sản xuất theo các quy trình sau: lò điện hở hoặc lò oxy cơ bản.
Nguyên liệu thép thô thuộc các mác thép khác nhau được đúc thành từng sợi riêng biệt; việc xác định vật liệu chuyển tiếp thu được là cần thiết. Nhà sản xuất nên loại bỏ vật liệu chuyển tiếp bằng bất kỳ quy trình nào đã được thiết lập có thể phân tách rõ ràng các mác thép.
Mối hàn trong quy trình hàn ERW đối với ống ASTM A53 cấp B cần được xử lý nhiệt sau khi hàn đến nhiệt độ tối thiểu 540°C.℃(1000℉).
Do đó, không còn lại mactenxit chưa tôi luyện, hoặc sử dụng các phương pháp khác để xử lý cặn mactenxit chưa tôi luyện.
Đối với ống giãn nở nguội, lượng giãn nở không được vượt quá 1,5% đường kính ống.
Các loại vật liệu theo tiêu chuẩn ống thép ASTM A53
a. Loại liền mạch Type S, có cấp độ A và B.
b. Loại hàn E (ERW), cấp A và B.
c. Chỉ áp dụng cho loại F, cấp A, được hàn bằng lò nung.
Ứng dụng ống thép ASTM A53
Hệ thống truyền tải: Hệ thống đường ống dẫn dầu khí, xử lý nước, bùn khoáng.
Xây dựng và kết cấu: Công trình xây dựng, khoan giếng nước ngầm, hệ thống truyền tải nước nóng cho nồi hơi.
Các bộ phận máy móc: Gia công thành phụ tùng thay thế
Nhà máy điện: Tua bin gió, ống chống tĩnh điện
Các yêu cầu về hóa chất của ống thép ASTM A53
| Yếu tố | Loại S (liền mạch) | Loại E | Loại F | ||
| (điện- (hàn điện trở) | (lò nung- ống hàn) | ||||
| Hạng A | Hạng B | Hạng A | Hạng B | Hạng A | |
| Hàm lượng carbon tối đa (%) | 0,25 | 0,30 | 0,25 | 0,30 | 0,3 |
| Mangan % | 0,95 | 1.2 | 0,95 | 1.2 | 1.2 |
| Phốt pho, tối đa % | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 |
| Lưu huỳnh, tối đa % | 0,045 | 0,045 | 0,045 | 0,045 | 0,045 |
| Đồng, tối đa % | 0,40 | 0,40 | 0,40 | 0,40 | 0,4 |
| Niken, tối đa % | 0,40 | 0,40 | 0,40 | 0,40 | 0,4 |
| Crom, tối đa %. | 0,40 | 0,40 | 0,40 | 0,40 | 0,4 |
| Molypden, tối đa % | 0,15 | 0,15 | 0,15 | 0,15 | 0,15 |
| Vanadi, tối đa % | 0,08 | 0,08 | 0,08 | 0,08 | 0,08 |
Mạ kẽm nhúng nóng:
Quy định các tiêu chuẩn về lớp phủ kẽm bên trong và bên ngoài ống bằng phương pháp nhúng nóng. Trọng lượng trung bình của lớp phủ không được nhỏ hơn 1,8 ounce/foot vuông và không được nhỏ hơn 1,6 ounce/foot vuông.
SAI LỆCH CHO PHÉP VỀ ĐỘ DÀY THÀNH
Độ dày thành tối thiểu tại bất kỳ điểm nào không được vượt quá 12,5% so với độ dày thành danh nghĩa đã quy định.
SAI LỆCH CHO PHÉP VỀ TRỌNG LƯỢNG TRÊN MỖI FOOT
Sai số cộng hoặc trừ 10%
SAI LỆCH CHO PHÉP VỀ ĐƯỜNG KÍNH NGOÀI
Đường kính ngoài tại bất kỳ điểm nào không được sai lệch so với tiêu chuẩn quy định quá:
| Dành cho các kích thước NPS 1 1/2 và nhỏ hơn | Dành cho NPS 2 và các kích thước lớn hơn | |||
| 1/64″ | 1/32″ bên dưới | trên 1% | 1% dưới | |
So sánh các đặc tính cơ học của ống thép ASTM A53
| Không mối nối và hàn điện trở | Hàn liên tục | ||
| Hạng A | Hạng B | ||
| Độ bền kéo, tối thiểu, psi | 48.000 | 60.000 | 45.000 |
| Độ bền kéo tối thiểu, psi | 30.000 | 35.000 | 25.000 |
Bảng kích thước ống thép ASTM A53
| NPS | OD | Độ dày thành danh nghĩa | |||||||||||||||
| DN | Inch | mm | SCH5S | SCH10S | SCH10 | SCH20 | SCH30 | SCH40 | SCH60 | SCH80 | SCH100 | SCH120 | SCH140 | SCH160 | Sth | XS | XXS |
| 50 | 2″ | 60,3 | 1,65 | 2,77 | – | – | – | 3,91 | – | 5,54 | – | – | – | 8,74 | 3,91 | 5,54 | 11.07 |
| 65 | 2 1/2″ | 73 | 2.11 | 3.05 | – | – | – | 5.16 | – | 7.01 | – | – | – | 9,53 | 5.16 | 7.01 | 14.02 |
| 80 | 3″ | 88,9 | 2.11 | 3.05 | – | – | – | 5,49 | – | 7,62 | – | – | – | 11.13 | 5,49 | 7,52 | 15.24 |
| 90 | 3 1/2″ | 101,6 | 2.11 | 3.05 | – | – | – | 5,74 | – | 8.08 | – | – | – | – | 5,74 | 8.08 | – |
| 100 | 4″ | 114,3 | 2.11 | 3.05 | – | – | – | 6.02 | – | 8,58 | – | 11.13 | – | 13,49 | 6.02 | 8,56 | 17.12 |
| 125 | 5″ | 141.3 | 2,77 | 3.4 | – | – | – | 6,55 | – | 9,53 | – | 12,7 | – | 15,88 | 6,55 | 9,53 | 18.05 |
| 150 | 6″ | 168,3 | 2,77 | 3.4 | – | – | – | 7.11 | – | 10,97 | – | 14.27 | – | 18.26 | 7.11 | 10,97 | 21,95 |
| 200 | 8″ | 219.1 | 2,77 | 3,76 | – | 6,35 | 7.04 | 8.18 | 10.31 | 12,7 | 15.09 | 18.26 | 20,62 | 23.01 | 8.18 | 12,7 | 22.23 |
| 250 | 10″ | 273,1 | 3.4 | 4.19 | – | 6,35 | 7.8 | 9,27 | 12,7 | 15.09 | 18.26 | 21,44 | 25.4 | 28,58 | 9,27 | 12,7 | 25.4 |
| 300 | 12″ | 323,9 | 3,96 | 4,57 | – | 6,35 | 8,38 | 10.31 | 14.27 | 17,48 | 21,44 | 25.4 | 28,58 | 33,32 | 9,53 | 12,7 | 25.4 |
| 350 | 14″ | 355,5 | 3,96 | 4,78 | 6,35 | 7,92 | 9,53 | 11.13 | 15.09 | 19.05 | 23,83 | 27,79 | 31,75 | 35,71 | 9,53 | 12,7 | – |
| 400 | 16″ | 406,4 | 4.19 | 4,78 | 6,35 | 7,92 | 9,53 | 12,7 | 16,66 | 21,44 | 26.19 | 30,96 | 36,53 | 40,49 | 9,53 | 12,7 | – |
| 450 | 18″ | 457.2 | 4.19 | 4,78 | 6,35 | 7,92 | 11.13 | 14.27 | 19.05 | 23,83 | 39,36 | 34,93 | 39,67 | 45,24 | – | – | – |
| 500 | 20″ | 508 | 4,78 | 5,54 | 6,35 | 9,53 | 12,7 | 15.09 | 20,62 | 26.19 | 32,54 | 38.1 | 44,45 | 50,01 | – | – | – |
| 550 | 22″ | 558,8 | 4,78 | 5,54 | 6,35 | 9,53 | 12,7 | – | 22.23 | 28,58 | 34,93 | 41,28 | 47,63 | 53,98 | – | – | – |
| 600 | 24″ | 609,6 | 5,54 | 6,35 | 6,35 | 9,53 | 14.27 | 17,48 | 24,61 | 30,96 | 38,89 | 46,02 | 52,37 | 59,54 | – | – | – |
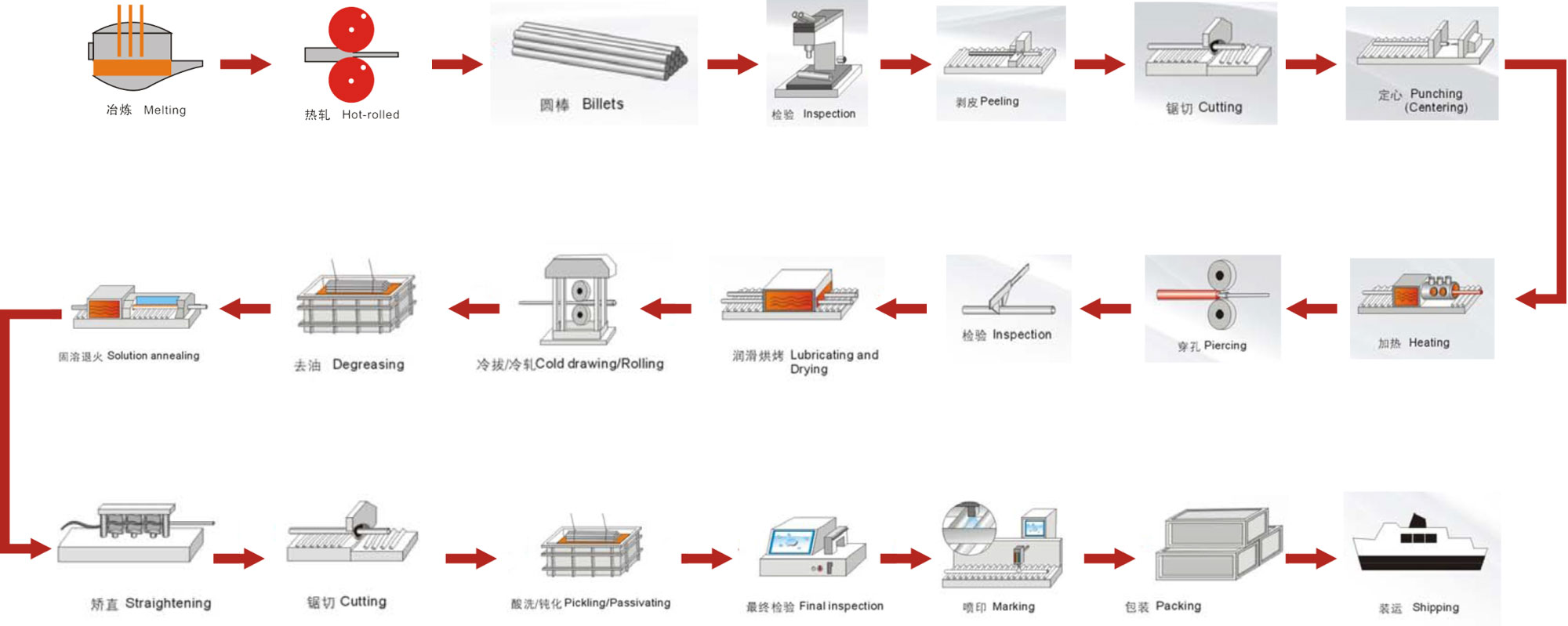
Quy trình sản xuất ống thép liền mạch ASTM A53
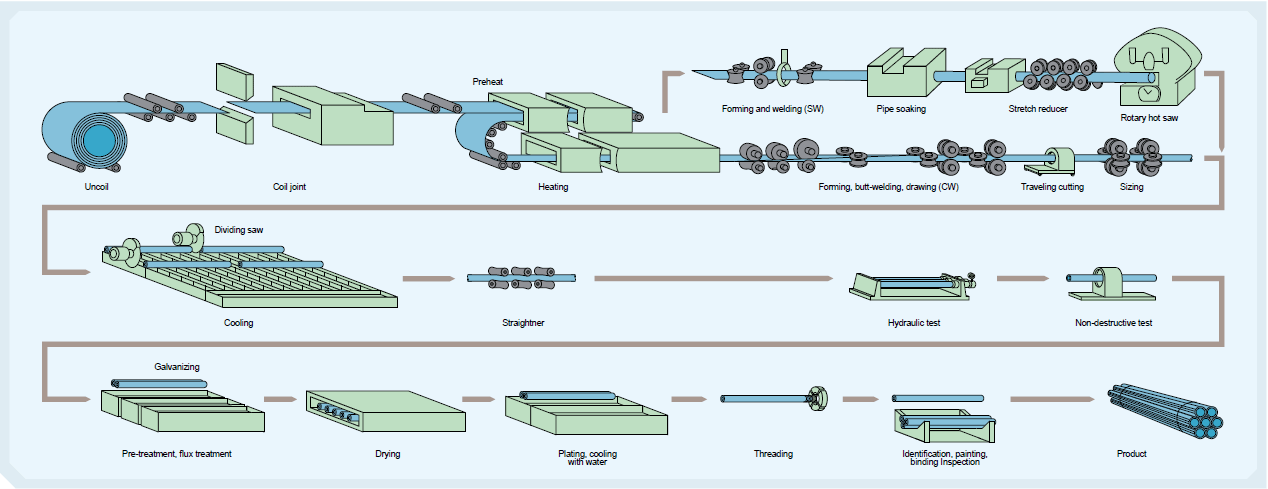
Quy trình sản xuất ống thép hàn ASTM A53
Chúng tôi là nhà sản xuất ống thép cacbon chuyên nghiệp. Chúng tôi cung cấp ống thép cacbon với nhiều kích cỡ khác nhau, cũng như các loại ống thép và phụ kiện đường ống với nhiều thông số kỹ thuật.
Ưu điểm của chúng tôi:
1. Nhà cung cấp dịch vụ sản phẩm và xuất khẩu ống thép hàng đầu Trung Quốc.
2. Giá cả cạnh tranh và chất lượng sản phẩm từ nhà máy của chúng tôi.
3. Tích hợp nguồn lực một cửa
4. Đạt chứng nhận ISO9001, CE, SGS hàng năm.
5. Dịch vụ tốt nhất với phản hồi 24 giờ
6. Phương thức thanh toán linh hoạt
7. Năng lực sản xuất mạnh mẽ
8. Giao hàng nhanh và đóng gói xuất khẩu tiêu chuẩn.
9. OEM/ODM
Nếu bạn có thắc mắc về bất kỳ sản phẩm thép nào, vui lòng liên hệ với chúng tôi:sales@bestartubes.com






